





Mechanical force capability:
Up to 22 kN (compression and tensile)

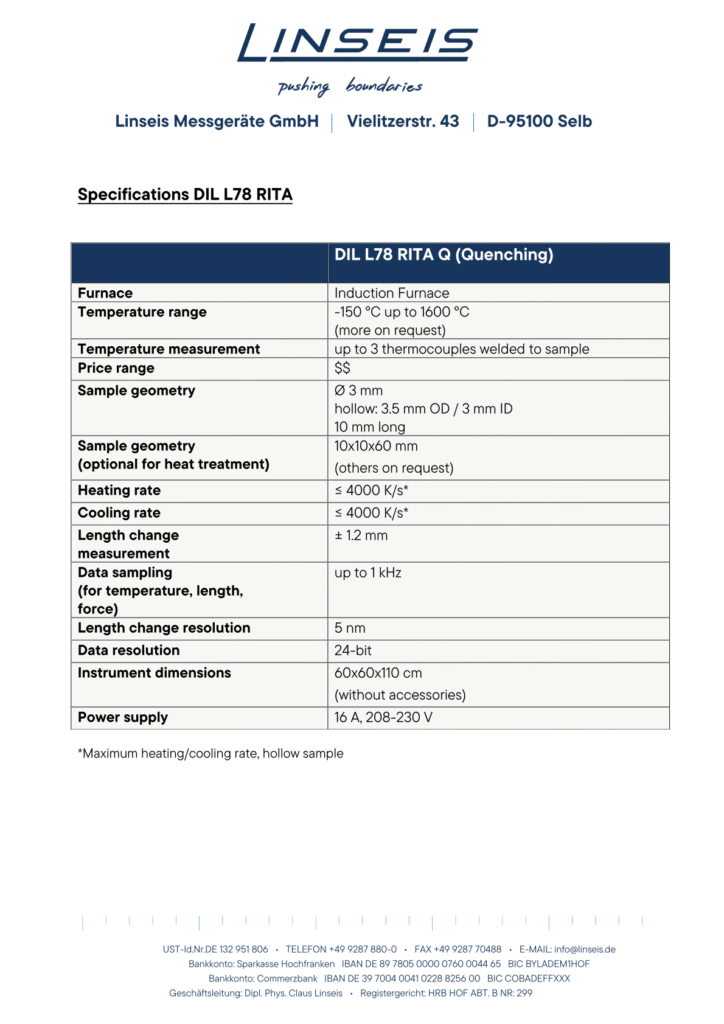
Temperature range:
-150 °C to 1600 °C (higher on request, depending on configuration)

Heating and cooling rates:
Up to 4000 K/s (quenching mode, hollow samples)
Up to 125 K/s (deformation and tensile modes)
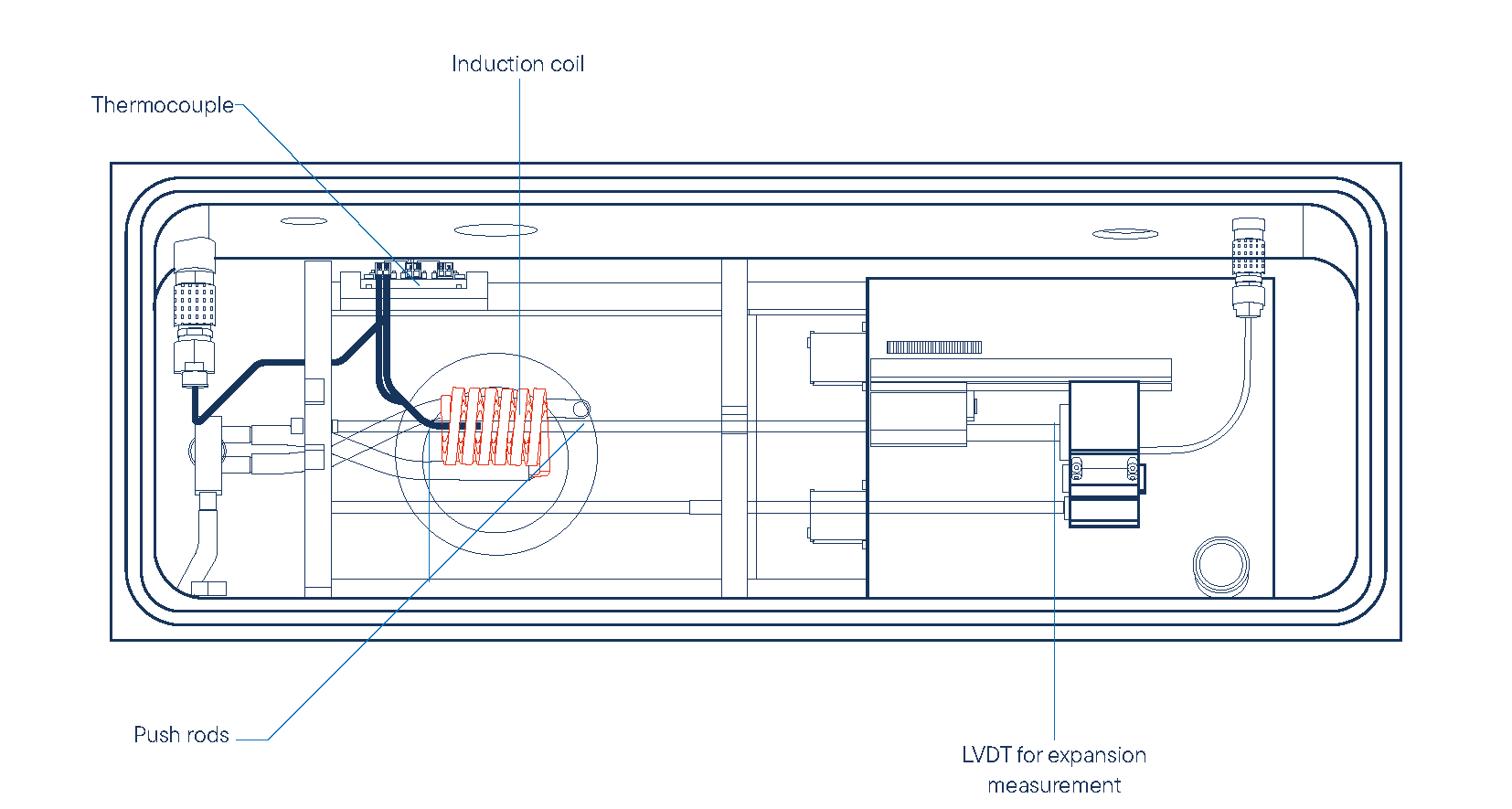
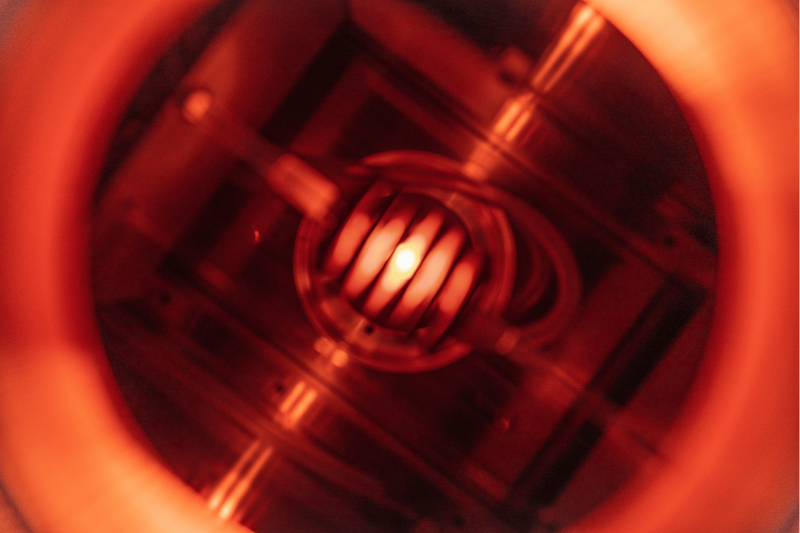
Operating principle of the DIL L78 RITA
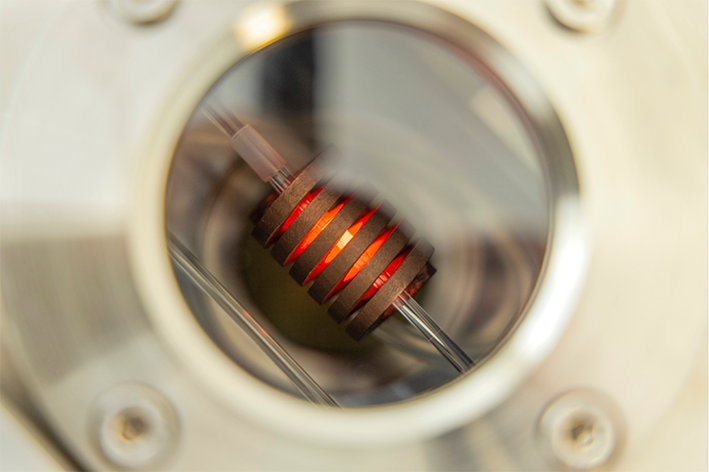
The DIL L78 RITA operates on the principle of high-speed induction heating combined with precise linear displacement measurement. The metallic sample is placed inside an induction coil, where an alternating electromagnetic field generates eddy currents directly within the specimen. This results in rapid, volumetric heating without thermal lag typically associated with resistance furnaces.
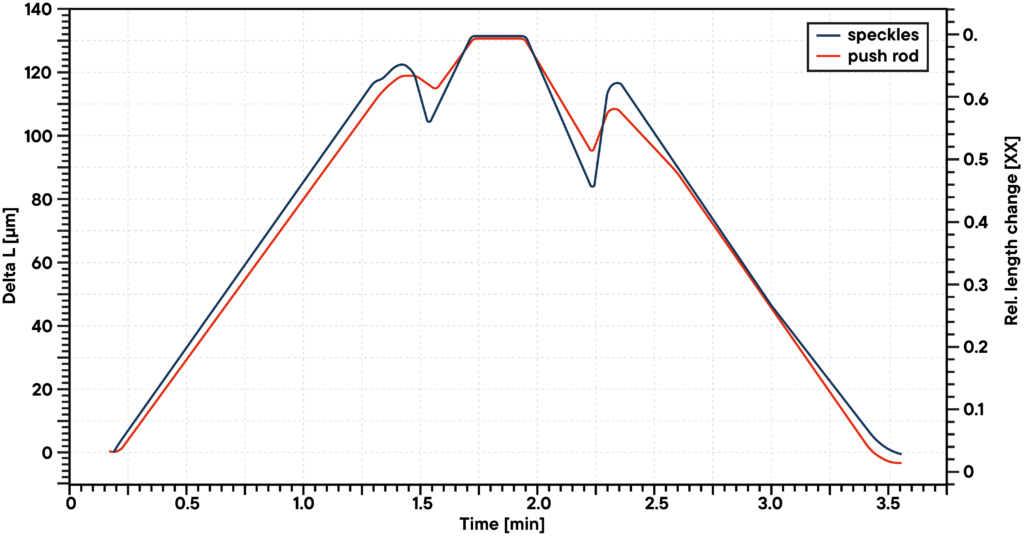
Temperature is measured directly at the sample using thermocouples welded onto the surface, ensuring minimal deviation between programmed and actual specimen temperature. The dimensional change of the sample is recorded continuously by a high-resolution displacement measurement system while the thermal cycle is executed.
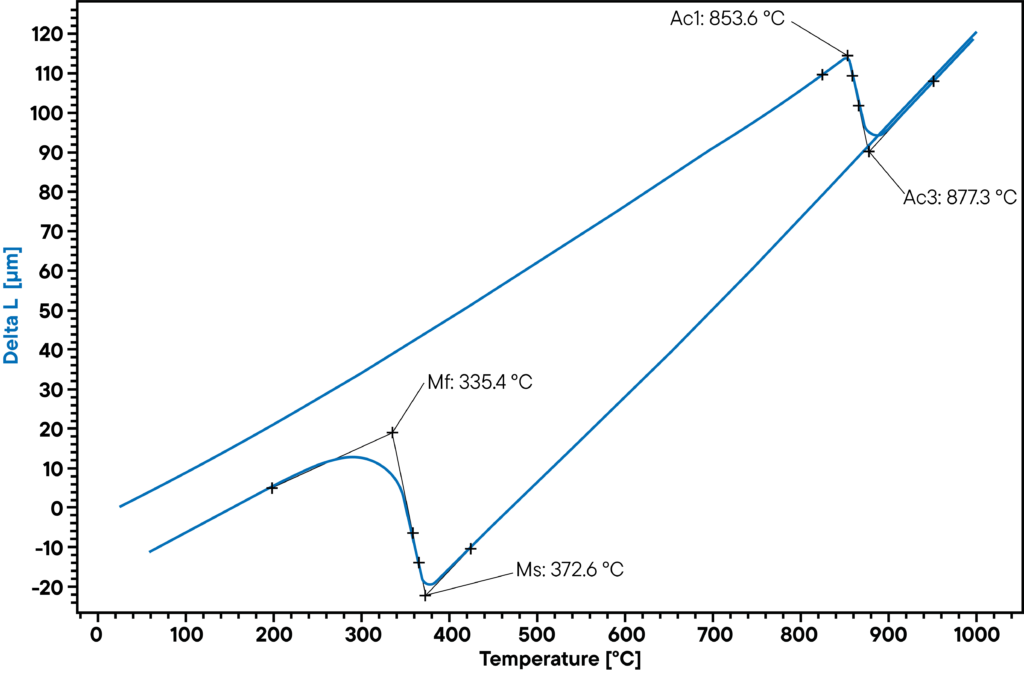
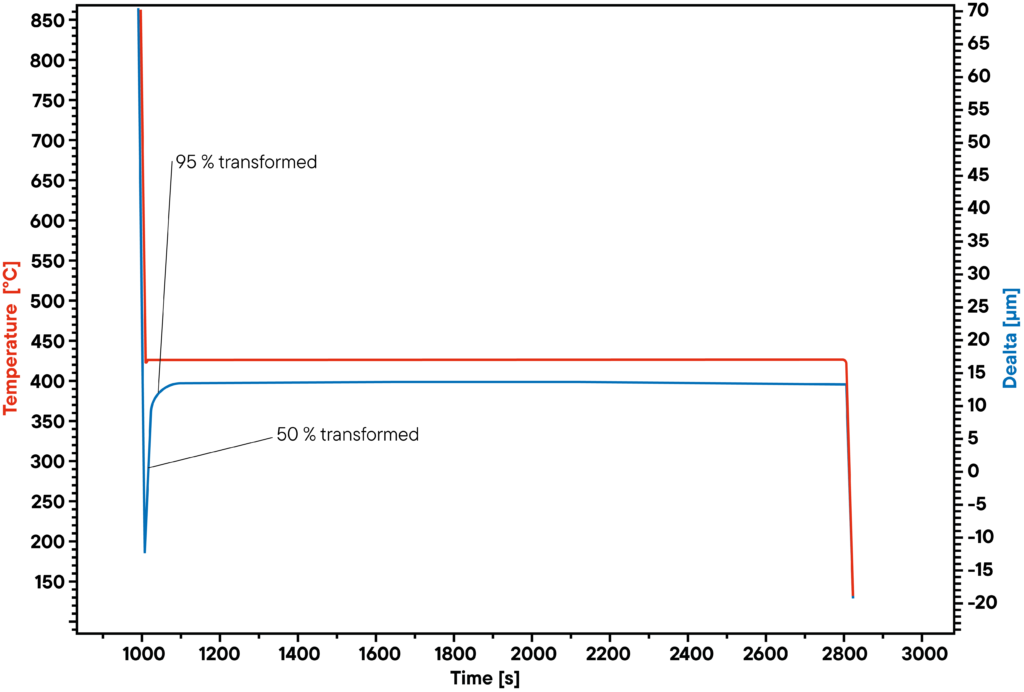
In quenching mode, the heating process is followed by controlled rapid cooling, enabling the investigation of transformation behavior under defined cooling rates. The system’s high temporal resolution allows accurate tracking of dimensional responses during dynamic temperature transitions.
By correlating the real-time temperature signal with the corresponding length change, the DIL L78 RITA provides precise transformation data under highly dynamic thermal conditions. This direct coupling of induction heating, welded thermocouple sensing and high-resolution dilatation measurement ensures reliable and reproducible results even during rapid thermal cycles.

What can the DIL L78 RITA do in quenching mode?
What accessories are available for quenching mode?
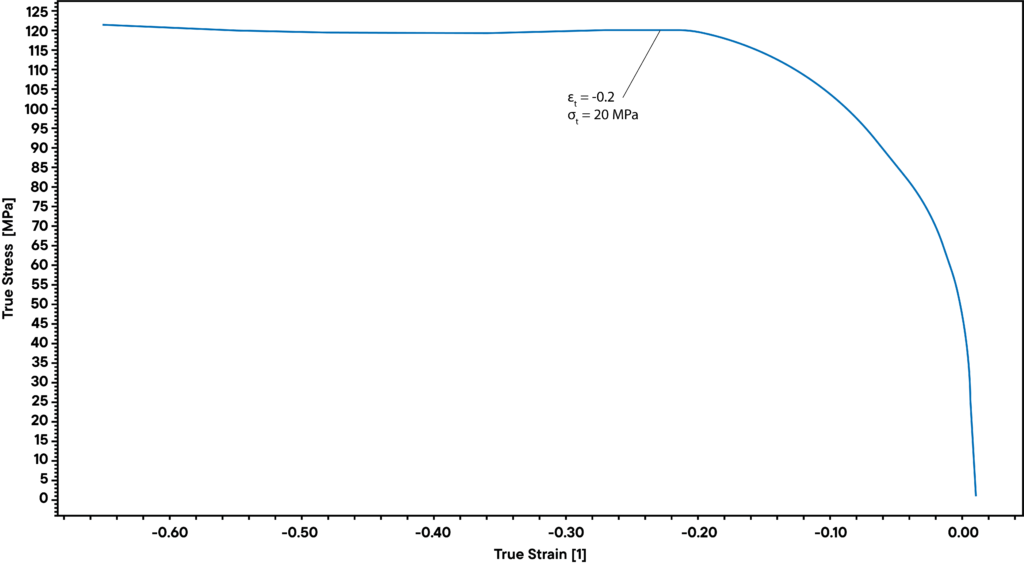
What does the deformation mode enable?
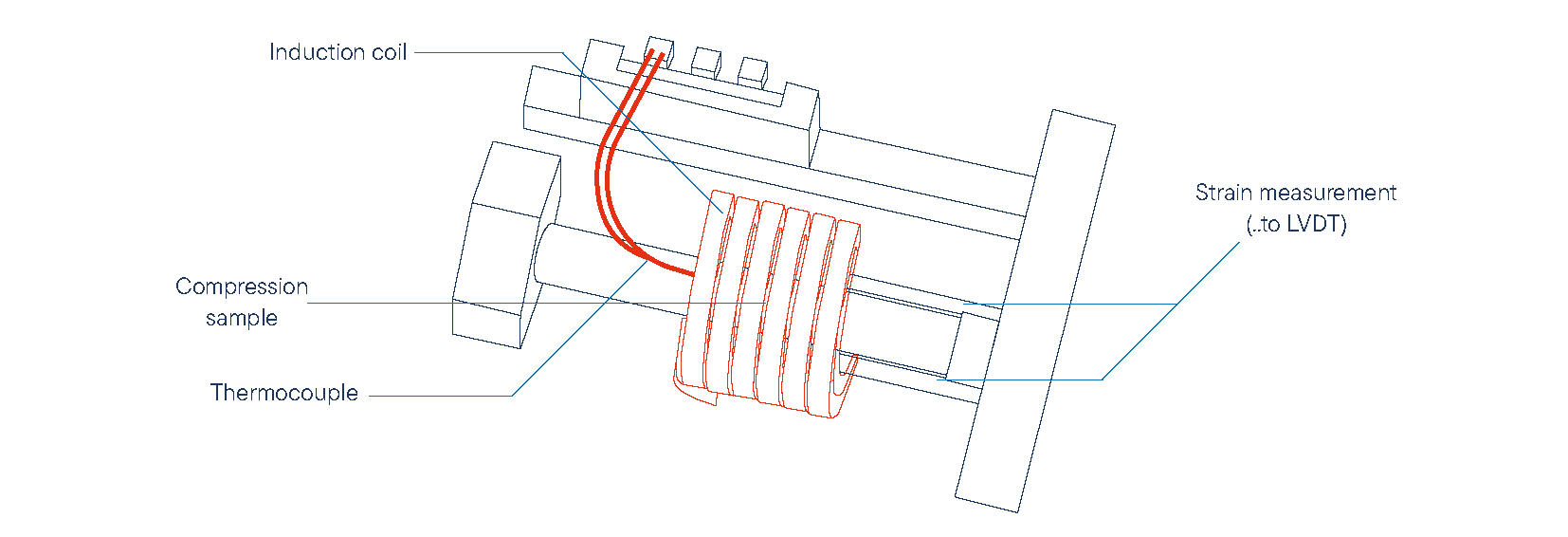
The deformation mode allows simulation of manufacturing processes involving mechanical stress such as hot rolling or forging. It offers:
Maximum cooling rate: 125 °C/s
Maximum compression force: 22 kN
Compression speed: 0.005 – 100 mm/s
What capabilities are available in tensile mode?
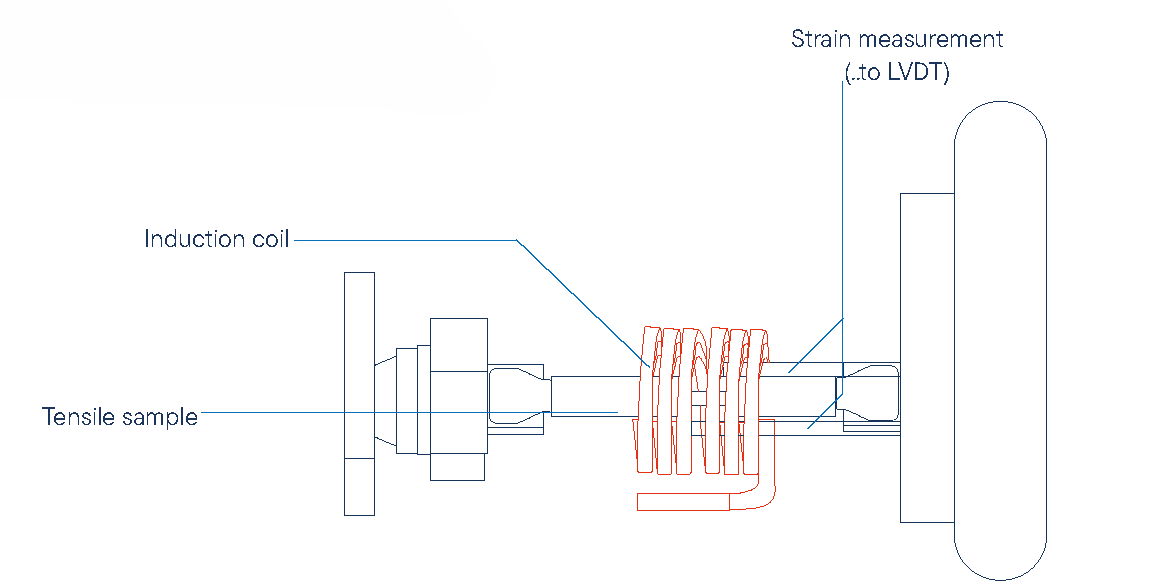
The tensile configuration extends the system to full thermomechanical characterization, including:
E-modulus determination
Fracture testing
Maximum tensile force: 22 kN
Tensile speed: 0.005 – 100 mm/s
Various specimen geometries (flat and round)
Optional optical strain measurement
How much does a DIL L78 RITA cost?
How long is the delivery time for a DIL L78 RITA?
How does the optional laser ultrasonic (LUS) technology work in the DIL L78 RITA?
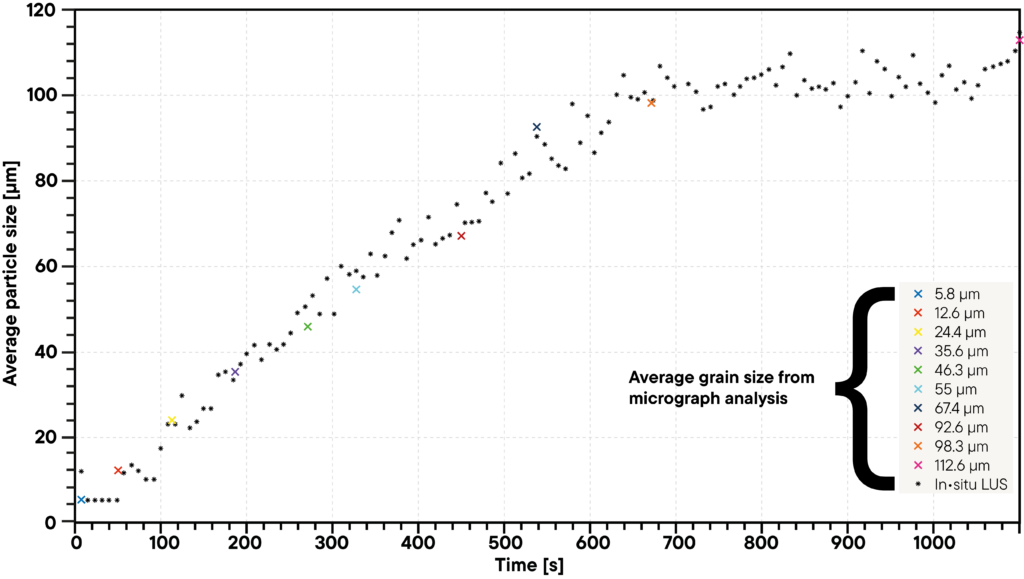
What can be measured in real time using laser ultrasonics?
How are CCT and TTT diagrams created with the RITA?
What mechanical analysis is possible in tensile and deformation mode?
What software capabilities does the DIL L78 RITA offer?
Metals and alloys