Modo dissuasor:
- Força muito reduzida
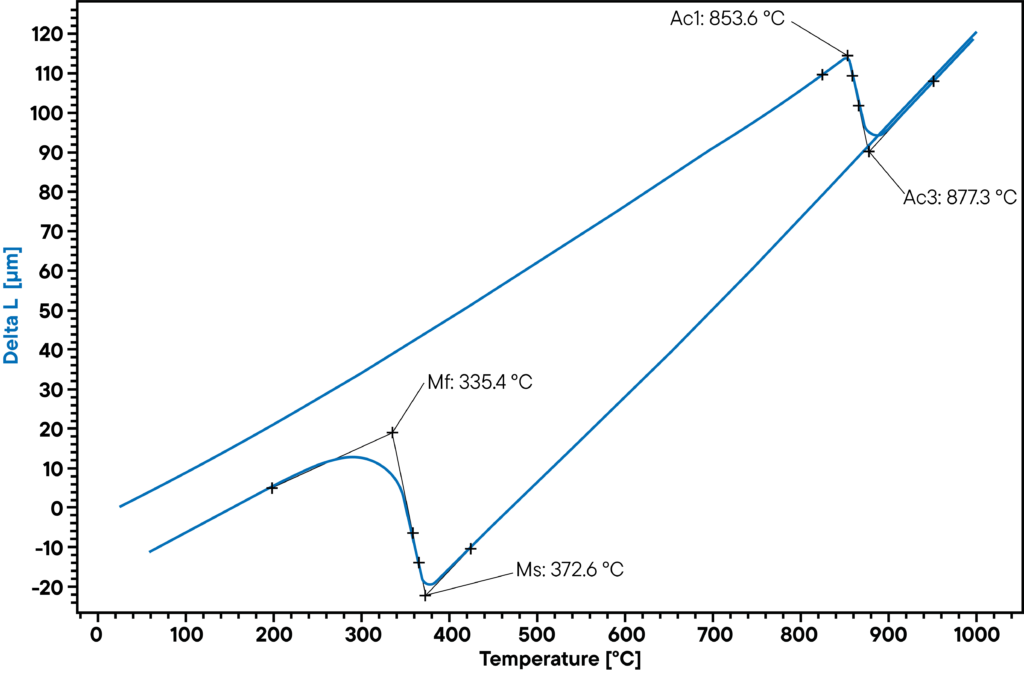
- CTE – Coeficiente de expansão térmica
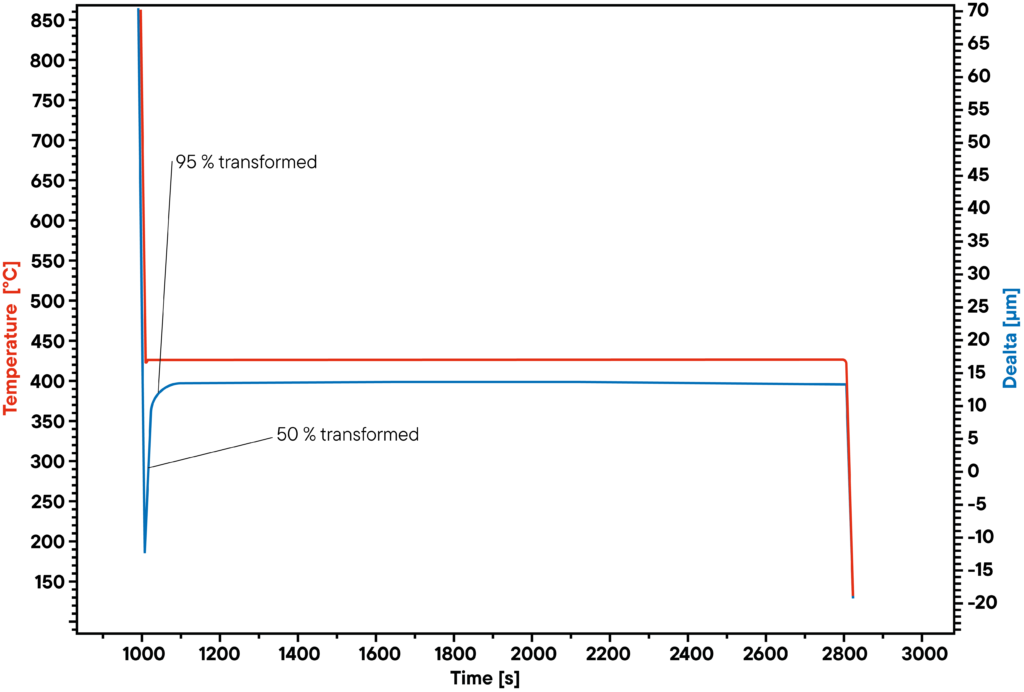
- Criação de diagramas TTT
- Determinação das mudanças de fase em diferentes taxas de arrefecimento
- Arrefecimento máximo: 4000 °C/s (amostra oca e taxa de arrefecimento máxima alcançável
- Opção para temperaturas baixas (Tmin= -150 °C)
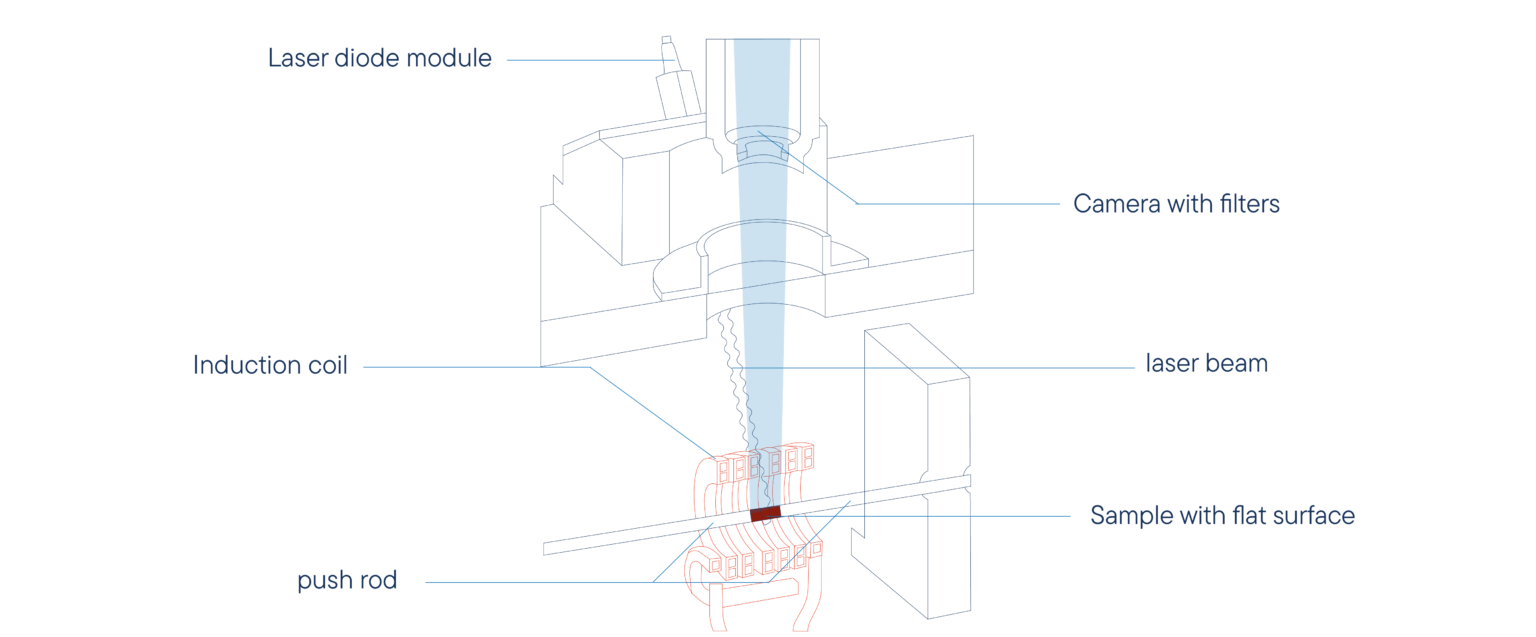
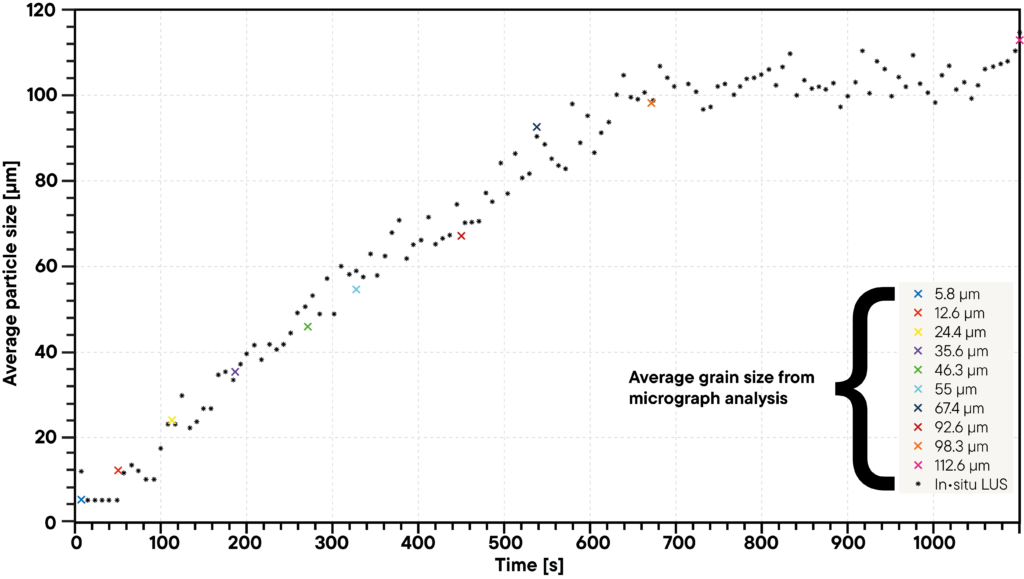
- Medição opcional da expansão por speckle laser (patente n.º DE 10 2017 216 714.9)
Acessórios para o modo de arrefecimento:
- Várias bombas turbomoleculares (padrão e de alto fluxo)
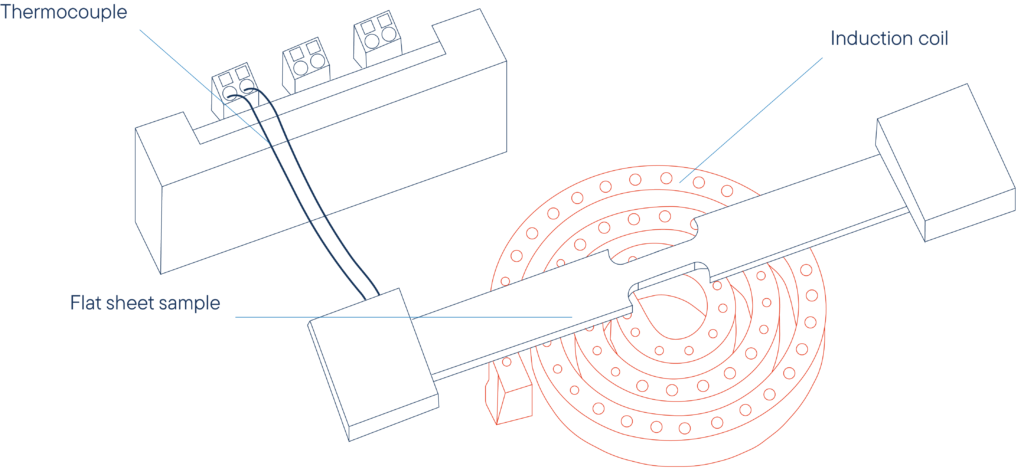
- Soldador de termopar (modo de gás inerte opcional)
- Complemento criogénico (-150 °C no modo de arrefecimento)
- Opção de speckle laser para medição de deformação bidimensional
- -150 °C no modo de têmpera, -50 °C no modo de tração e deformação

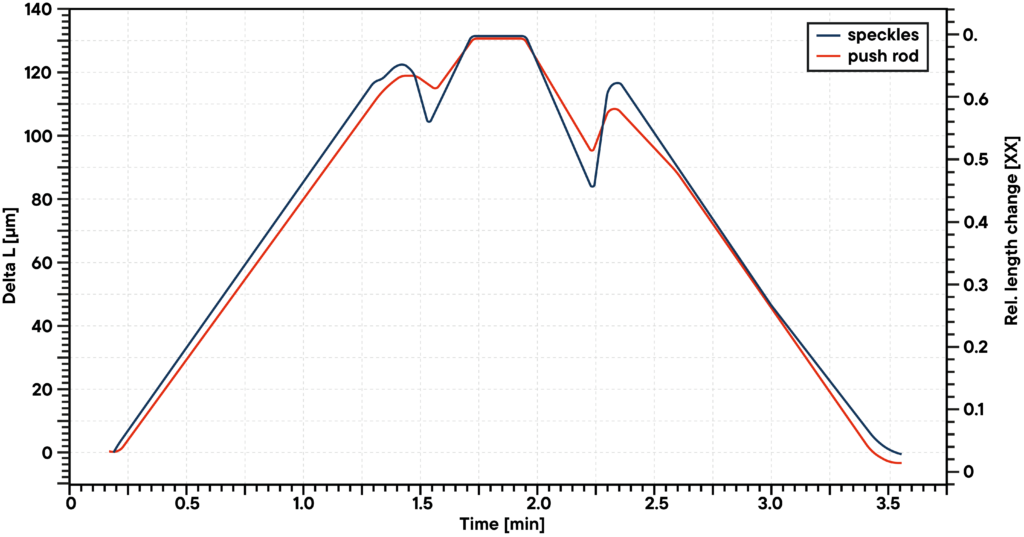
- Sensor de deslocamento ótico/medidor de tensão ótico
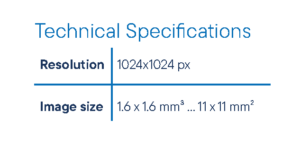
- A câmara observa padrões de manchas gerados por lasers
- As imagens da câmara são analisadas após a medição
- O tamanho e a posição das áreas podem ser definidos pelo utilizador
- Resolução de até 2 megapixéis
- Determinação da anisotropia
- Não são necessárias marcações na amostra
- Matriz de pontos 2D para áreas selecionáveis
- Medição diretamente na superfície da amostra (não é necessária borda)
- Possibilidade de medição bidimensional
- Pequena gama de medição → pequeno gradiente de temperatura
- Medição de comprimento possível muito perto do termopar
- Necessita de um espaço relativamente pequeno na bobina