Modalità deterrente:
- Forza molto bassa
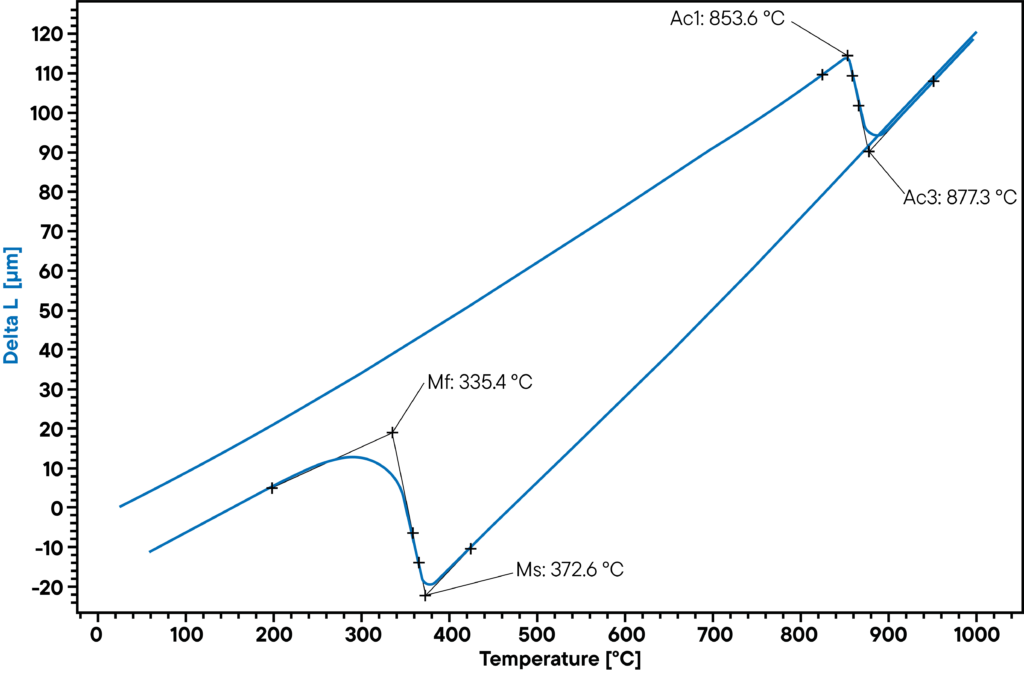
- CTE – Coefficiente di espansione termica
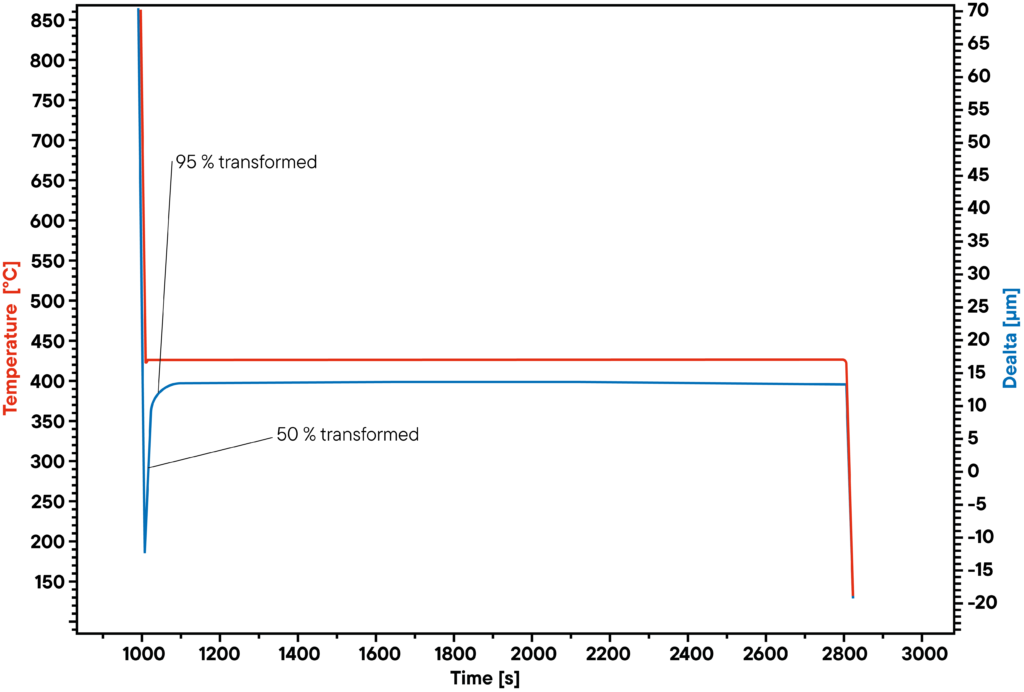
- Creazione di diagrammi TTT
- Determinazione dei cambiamenti di fase a diverse velocità di raffreddamento
- Raffreddamento massimo: 4000 °C/s (campione cavo e massima velocità di raffreddamento raggiungibile)
- Opzione per le basse temperature (Tmin= -150 °C)
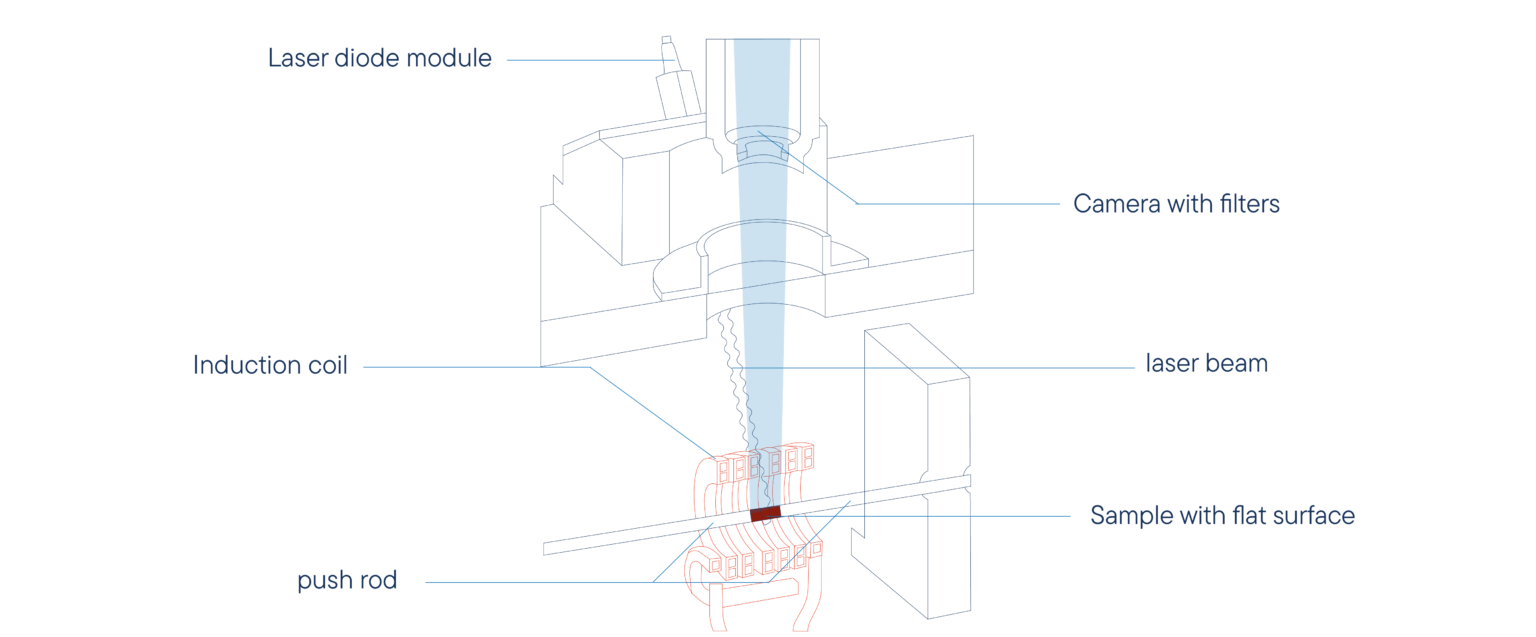
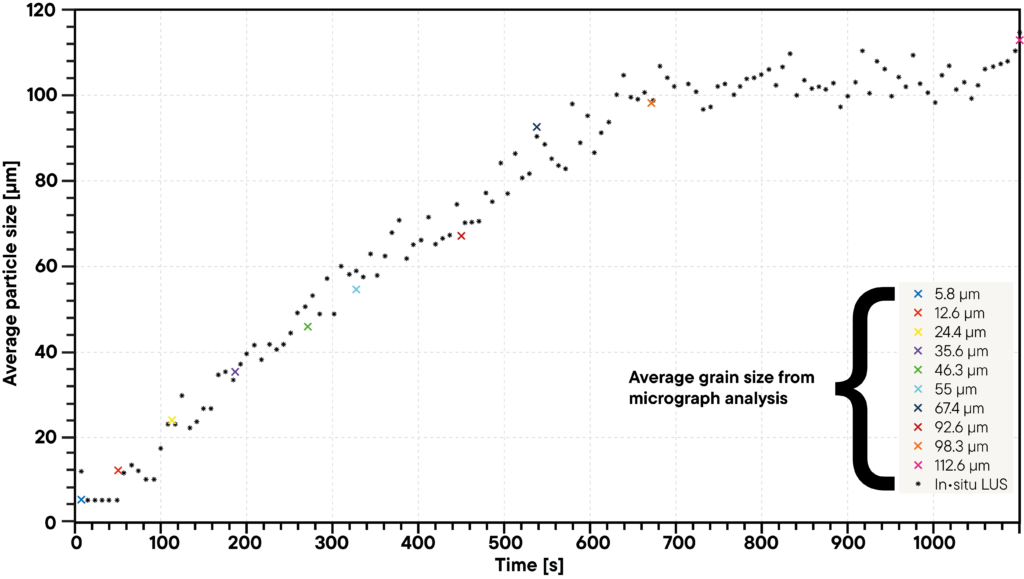
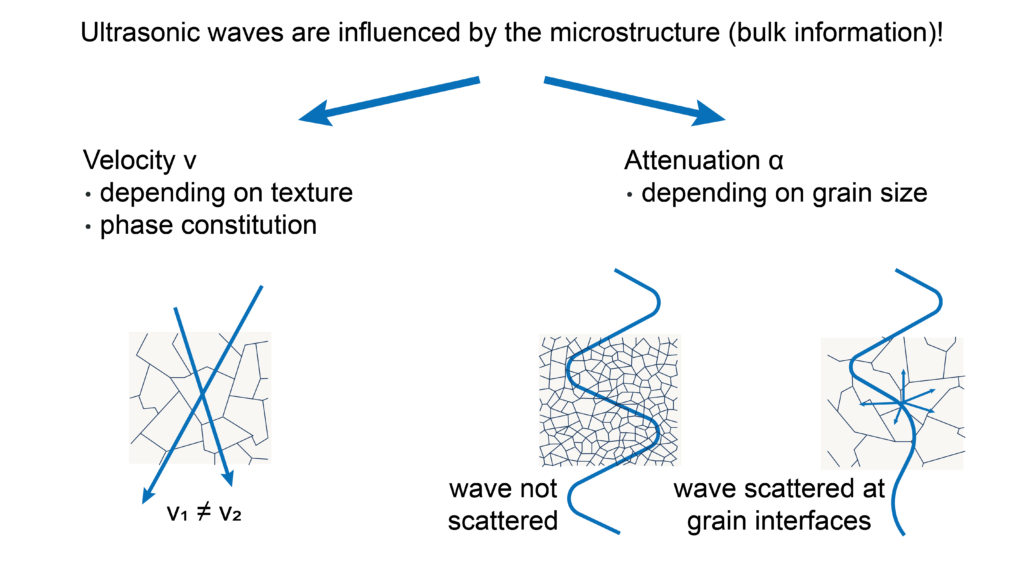
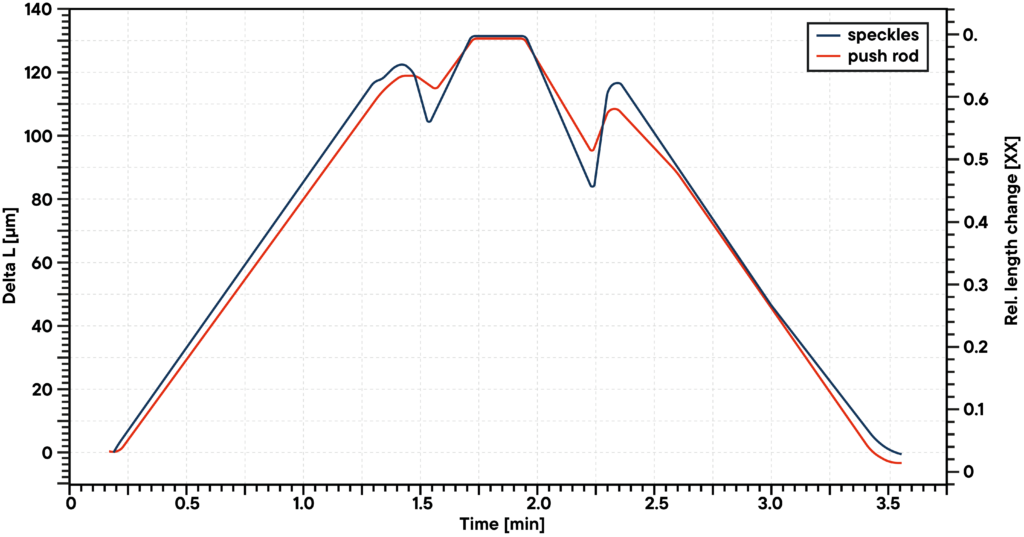
- Misurazione laser speckle opzionale dell’espansione (brevetto n. DE 10 2017 216 714.9)
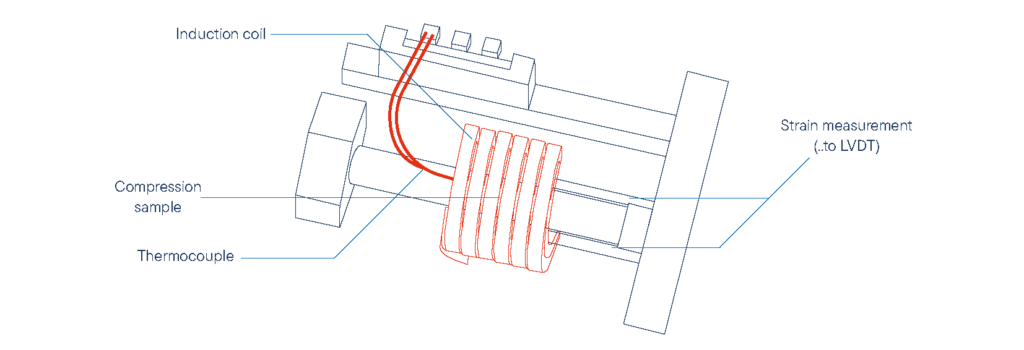
Accessori per la modalità di tempra:
- Varie pompe turbomolecolari (standard e ad alto flusso)
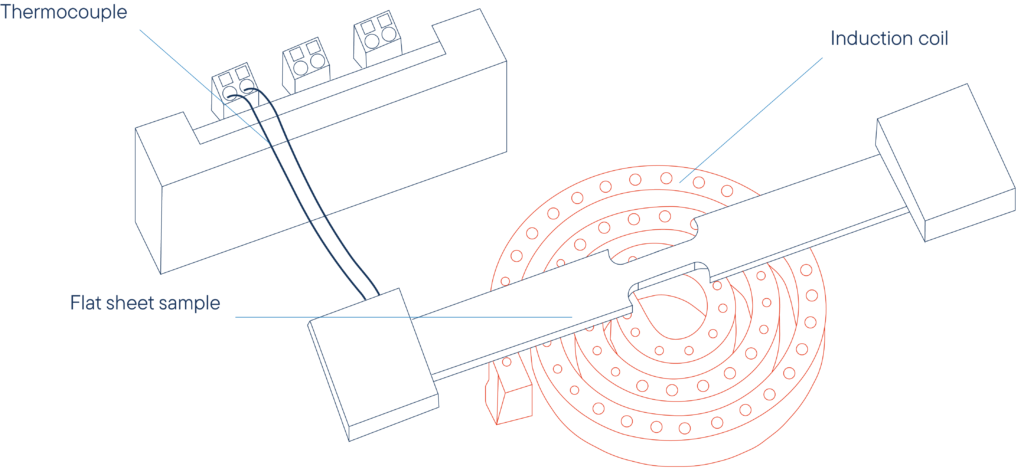
- Saldatore a termocoppia (modalità gas inerte opzionale)
- Add-on criogenico (-150 °C in modalità quenching)
- Opzione speckle laser per la misurazione della deformazione bidimensionale
- -150 °C in modalità di tempra, -50 °C in modalità di trazione e deformazione
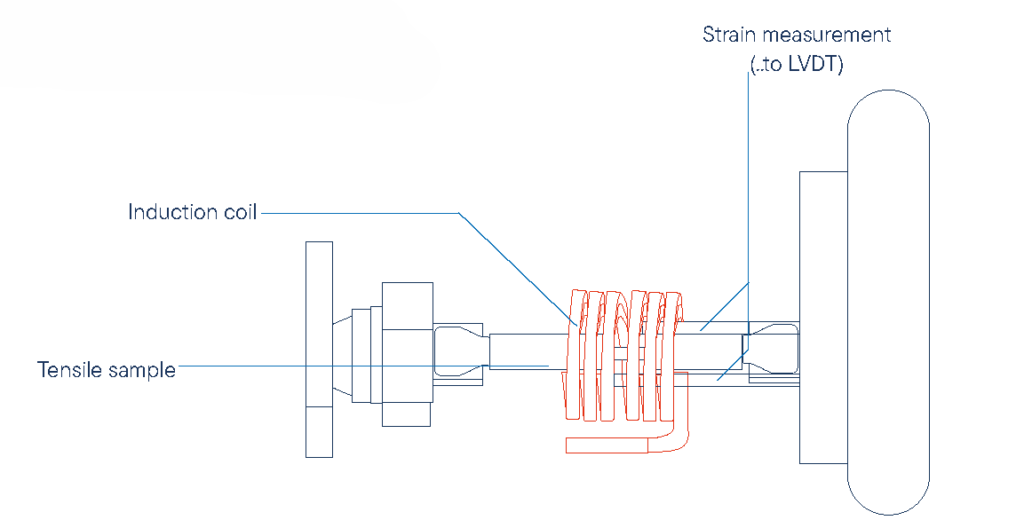

- Sensore di spostamento ottico / estensimetro ottico
- La telecamera osserva gli schemi di speckle generati dai laser
- Le immagini della telecamera vengono analizzate dopo la misurazione
- Le dimensioni e la posizione delle aree sono definibili dall’utente
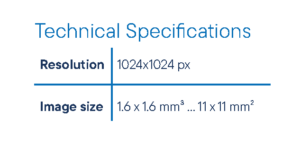
- Risoluzione fino a 2 megapixel
- Determinazione dell’anisotropia
- Non è richiesta alcuna marcatura sul campione
- Matrice di punti 2D per aree selezionabili
- Misurazione direttamente sulla superficie del campione (non è necessario un bordo)
- Possibilità di misurazione bidimensionale
- Campo di misura ridotto → gradiente di temperatura ridotto
- Possibilità di misurare la lunghezza molto vicino alla termocoppia
- Spazio relativamente ridotto richiesto nella bobina