Caydırıcı mod:
- Çok düşük kuvvet
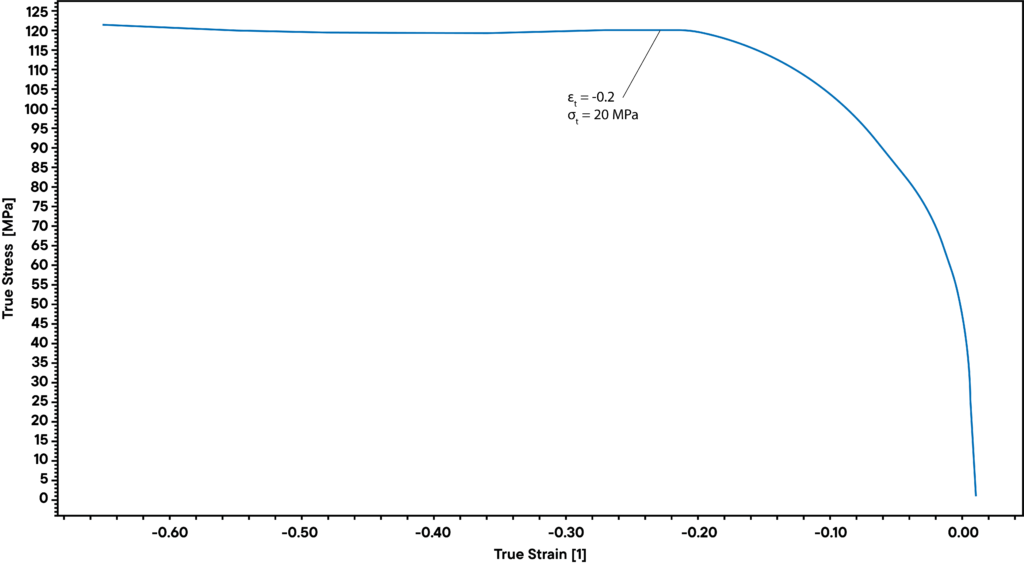
- CTE – Termal genleşme katsayısı
- TTT diyagramlarının oluşturulması
- Farklı soğutma hızlarında faz değişimlerinin belirlenmesi
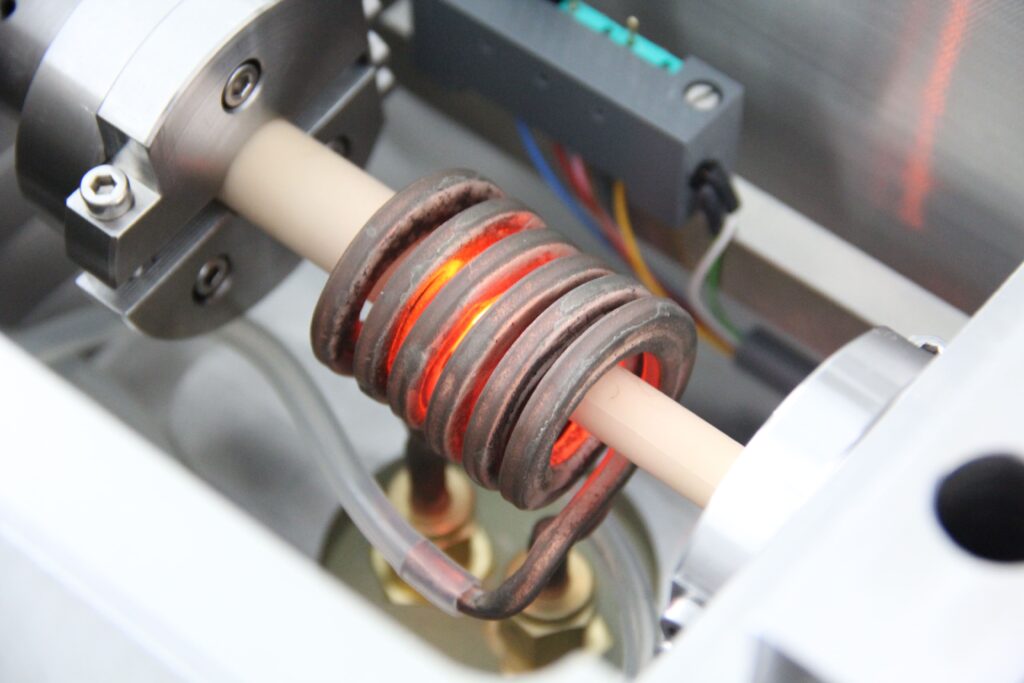
- Maksimum soğutma: 4000 °C/s (içi boş numune ve ulaşılabilen maksimum soğutma hızı
- Düşük sıcaklıklar için seçenek (Tmin= -150 °C)
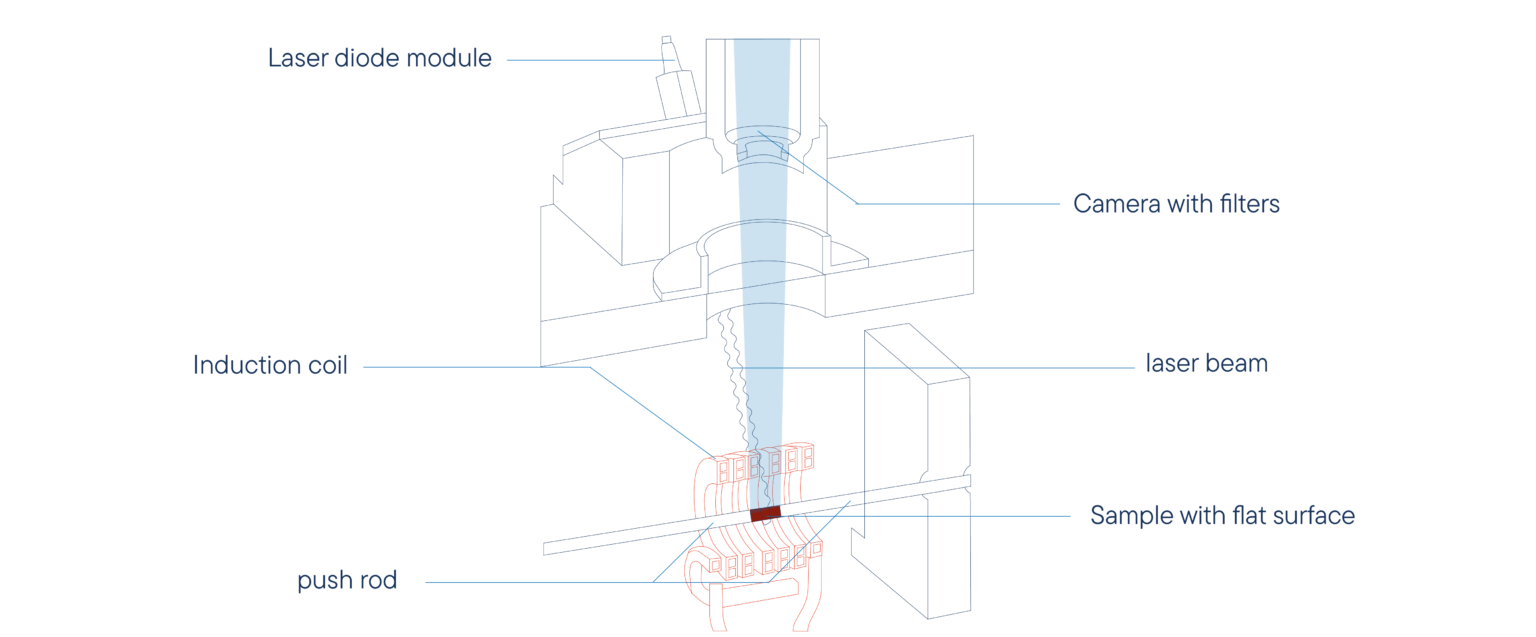
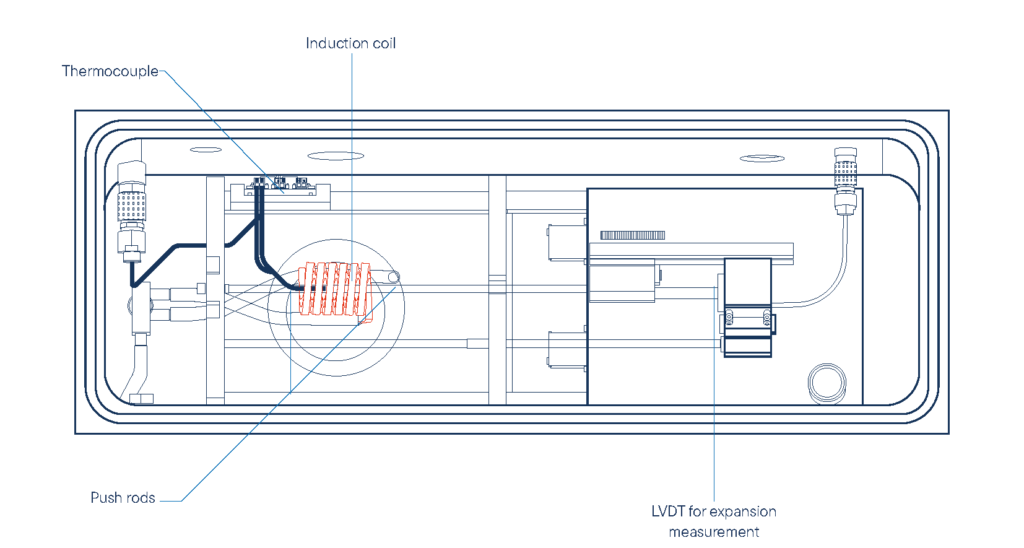
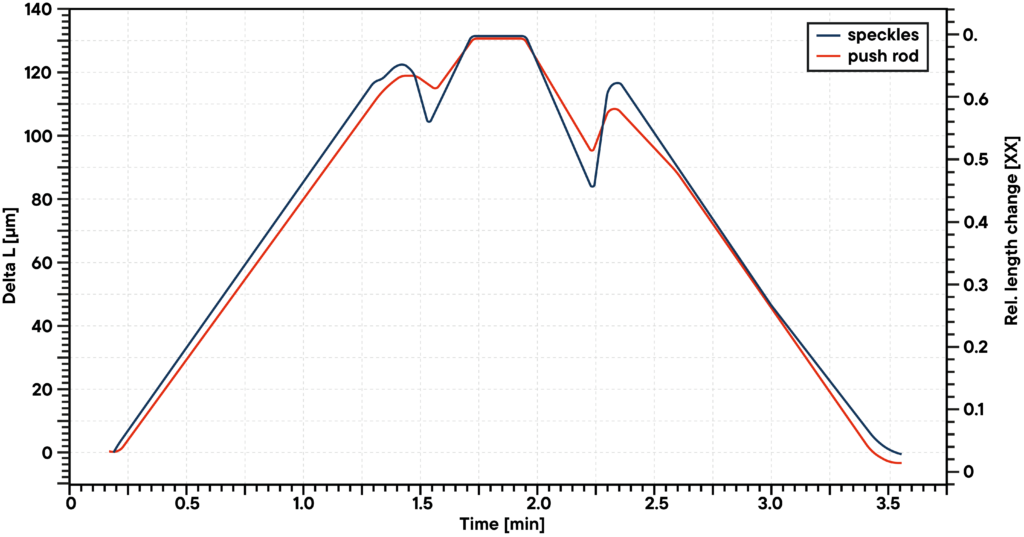
- Genleşmenin isteğe bağlı lazer benek ölçümü (patent no. DE 10 2017 216 714.9)
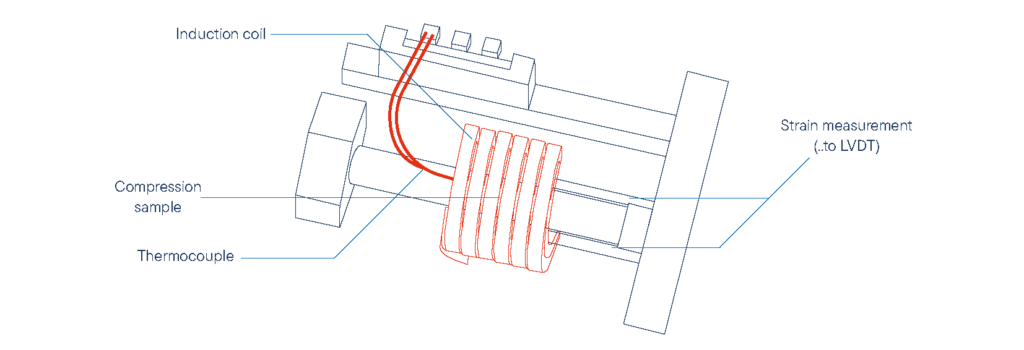
Söndürme modu için aksesuarlar:
- Çeşitli turbomoleküler pompalar (standart ve yüksek akışlı)
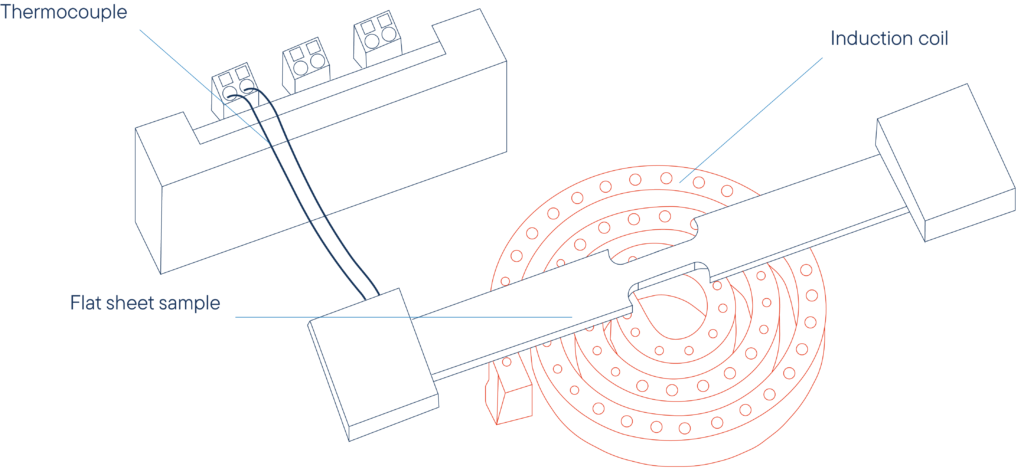
- Termokupl kaynakçı (isteğe bağlı inert gaz modu)
- Kriyojenik eklenti (su verme modunda -150 °C)
- İki boyutlu gerinim ölçümü için lazer benek seçeneği
- Su verme modunda -150 °C, çekme ve deformasyon modunda -50 °C
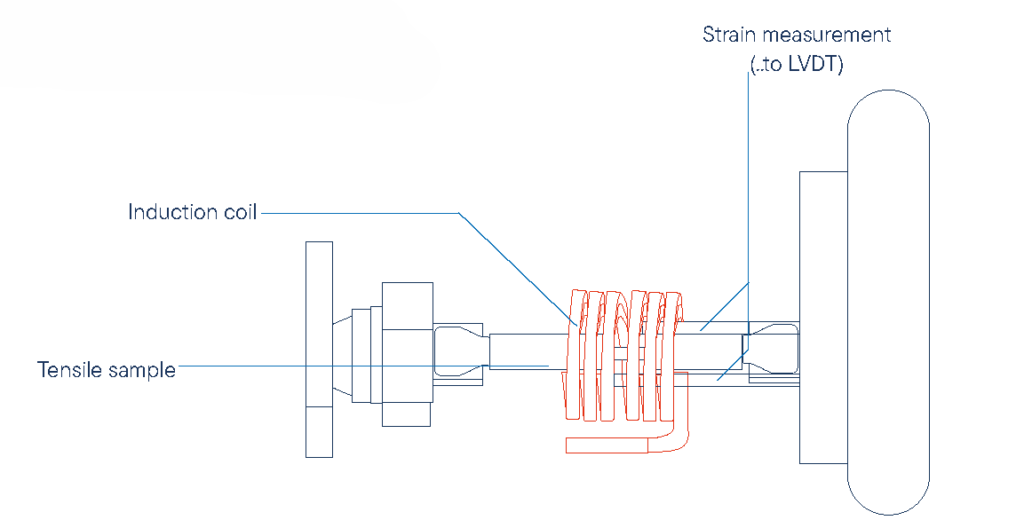

- Optik yer değiştirme sensörü/optik gerinim ölçer
- Kamera, lazerler tarafından oluşturulan benek desenlerini gözlemler
- Kamera görüntüleri ölçümden sonra analiz edilir
- Alanların boyutu ve konumu kullanıcı tarafından tanımlanabilir
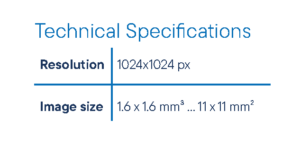
- 2 megapiksele kadar çözünürlük
- Anizotropinin belirlenmesi
- Numune üzerinde işaretleme gerekmez
- Seçilebilir alanlar için 2D nokta matrisi
- Doğrudan numune yüzeyinde ölçüm (kenar gerekmez)
- 2 boyutlu ölçüm mümkün
- Küçük ölçüm aralığı → küçük sıcaklık gradyanı
- Termokuplun çok yakınında uzunluk ölçümü mümkündür
- Bobinde nispeten küçük boşluk gereklidir