Tryb odstraszania:
- Bardzo niska siła
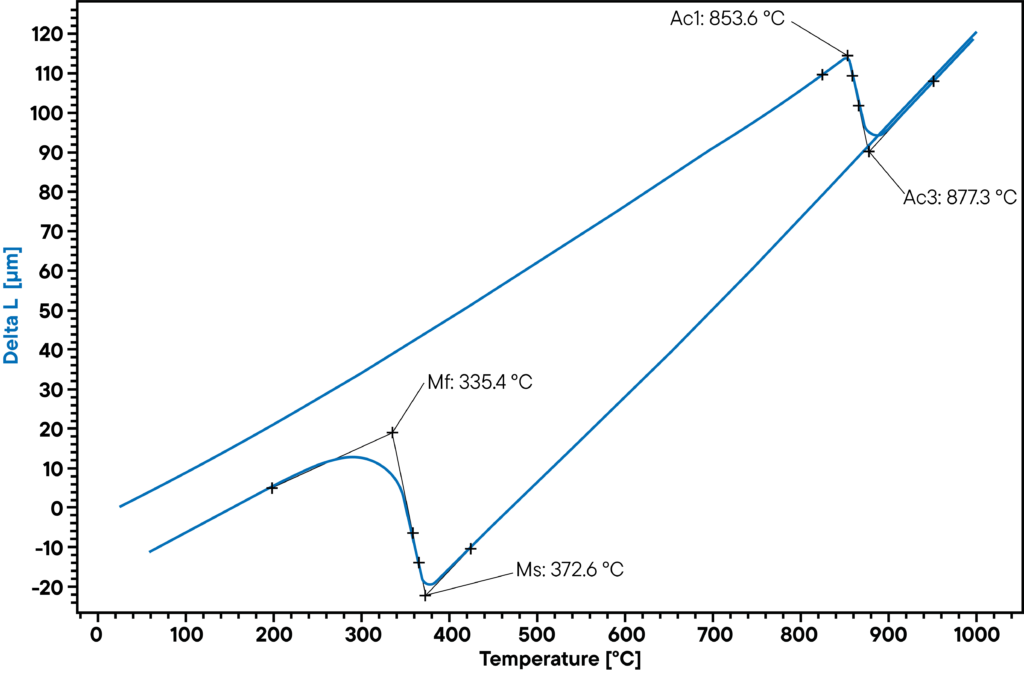
- CTE – współczynnik rozszerzalności cieplnej
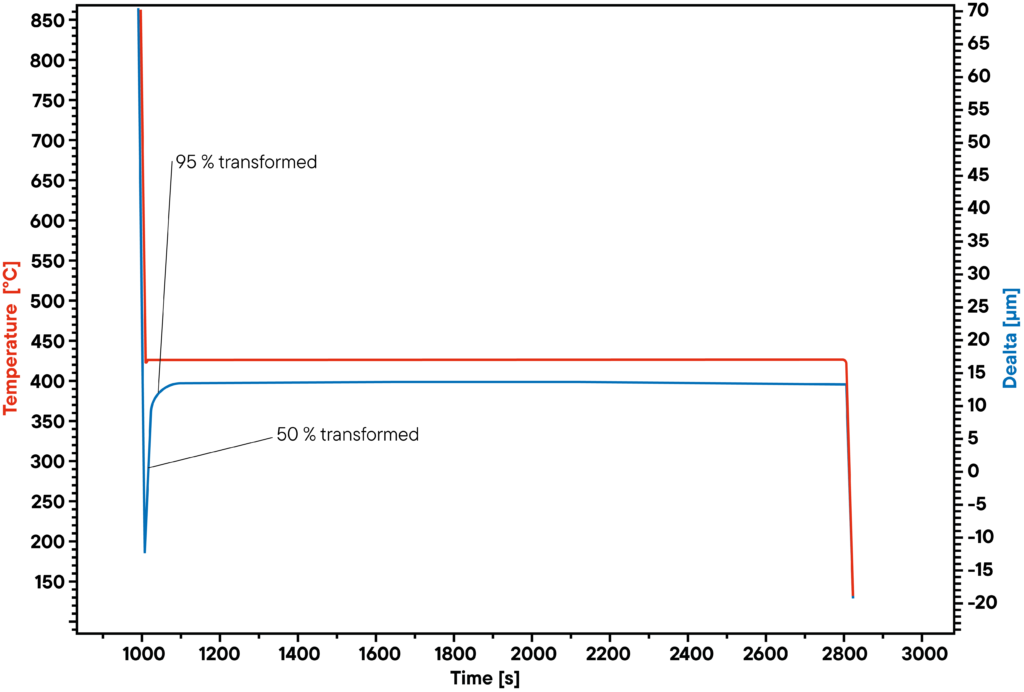
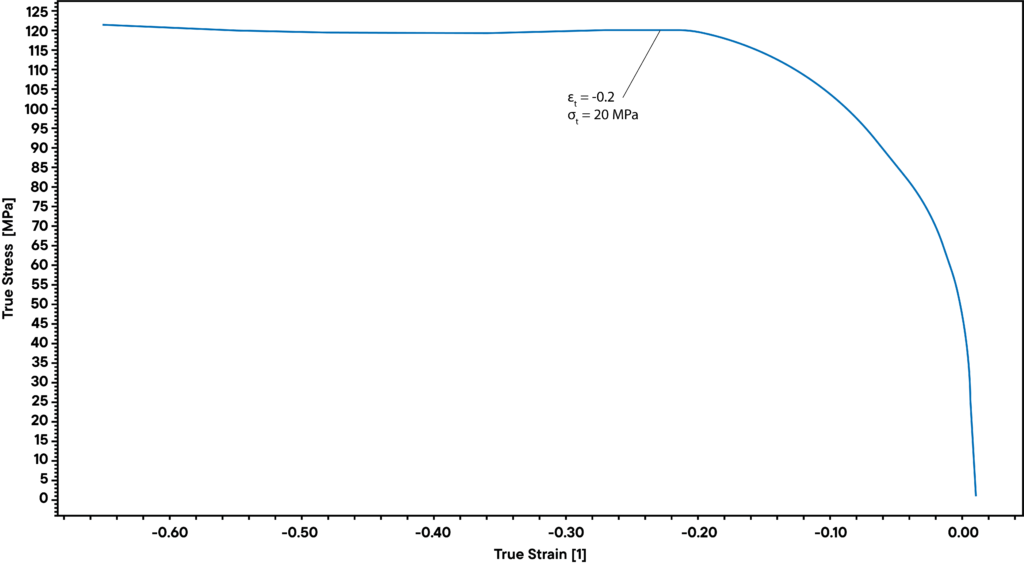
- Tworzenie diagramów TTT
- Określenie przemian fazowych przy różnych szybkościach chłodzenia
- Maksymalne chłodzenie: 4000 °C/s (wydrążona próbka i maksymalna osiągalna szybkość chłodzenia)
- Opcja dla niskich temperatur (Tmin= -150 °C)
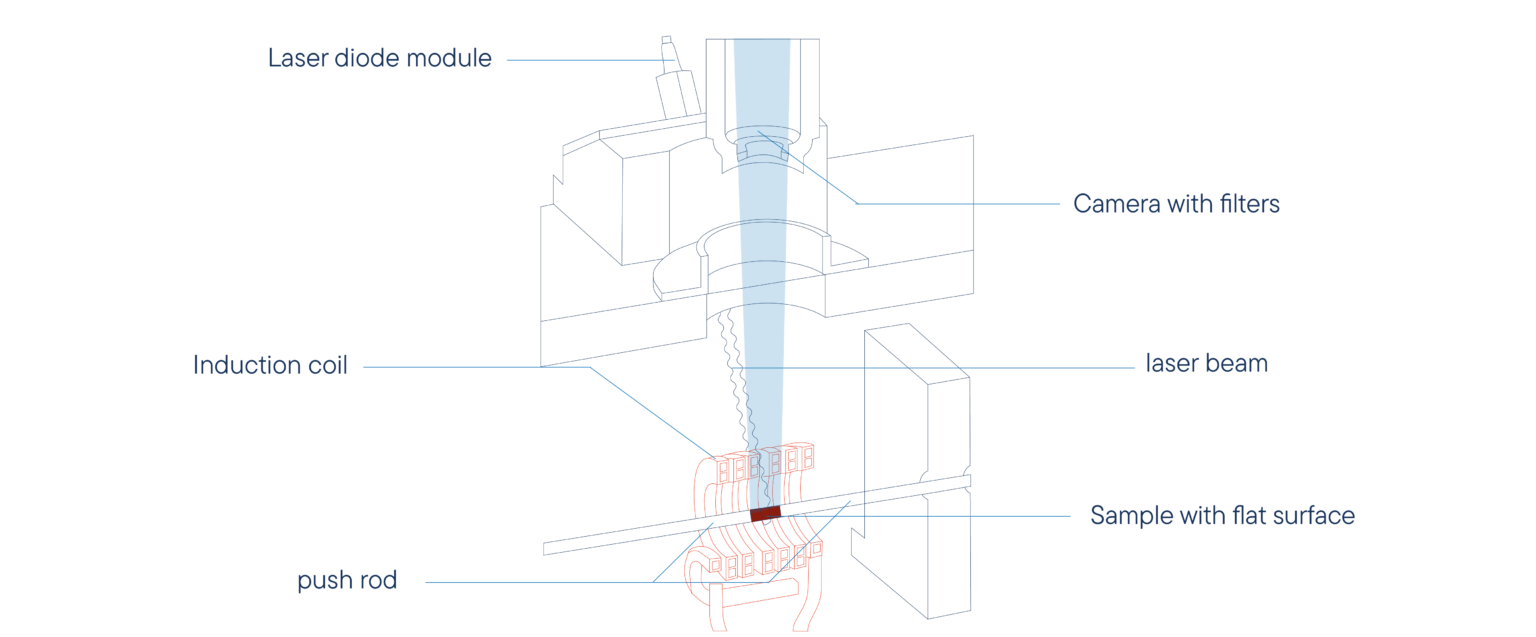
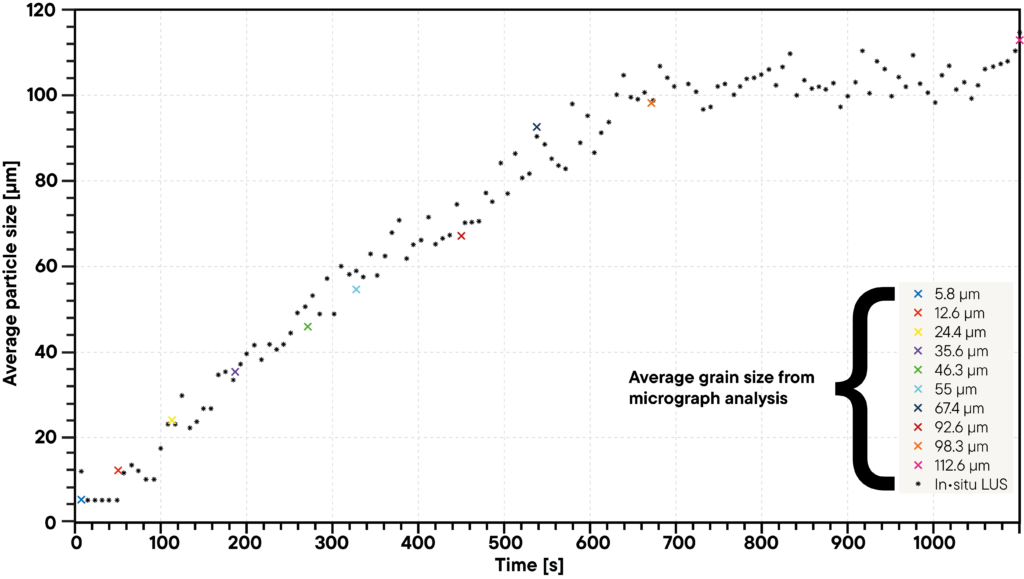
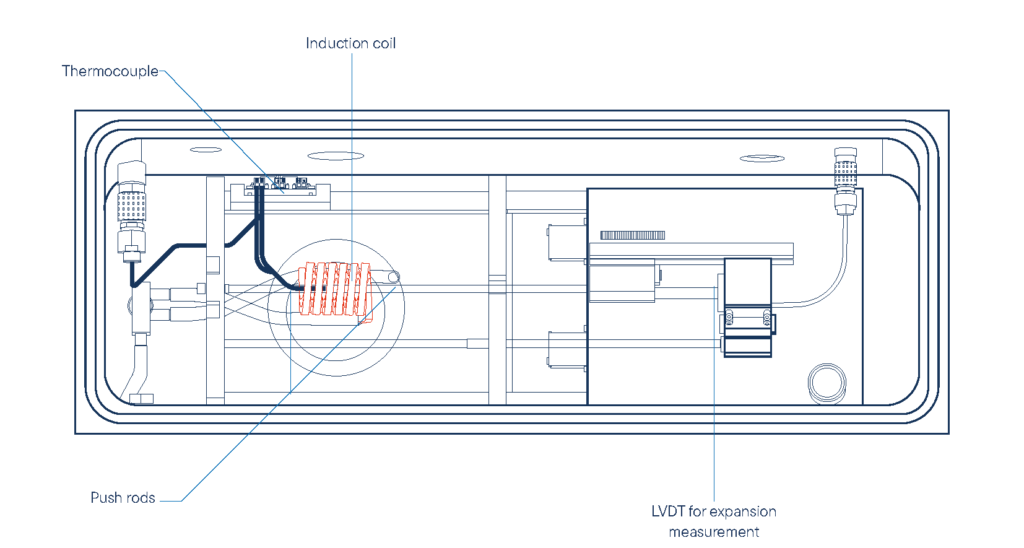
- Opcjonalny laserowy pomiar rozszerzalności (patent nr DE 10 2017 216 714.9)
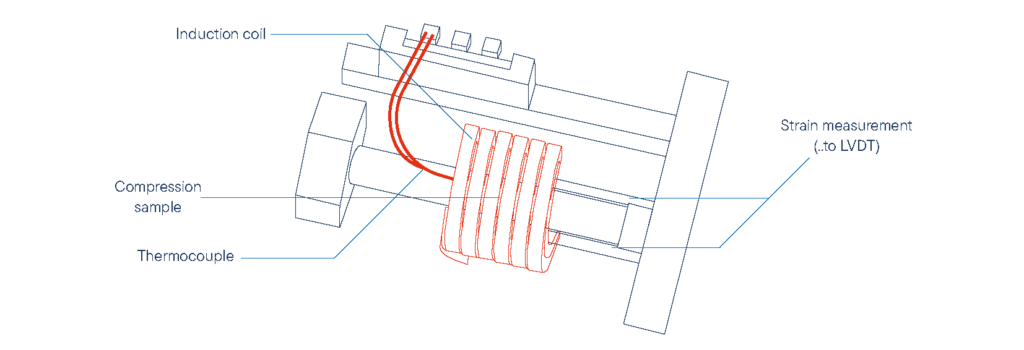
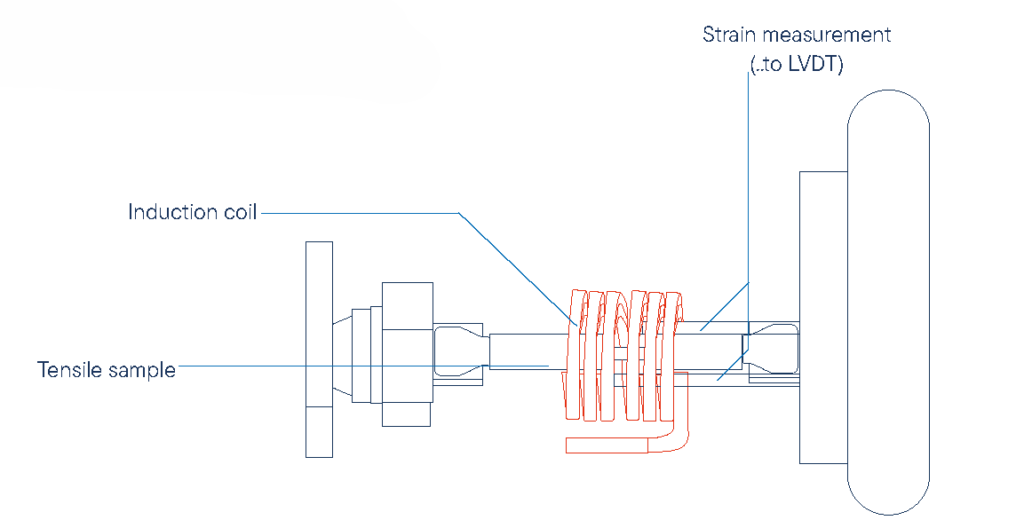
Akcesoria do trybu hartowania:
- Różne pompy turbomolekularne (o standardowym i wysokim przepływie)
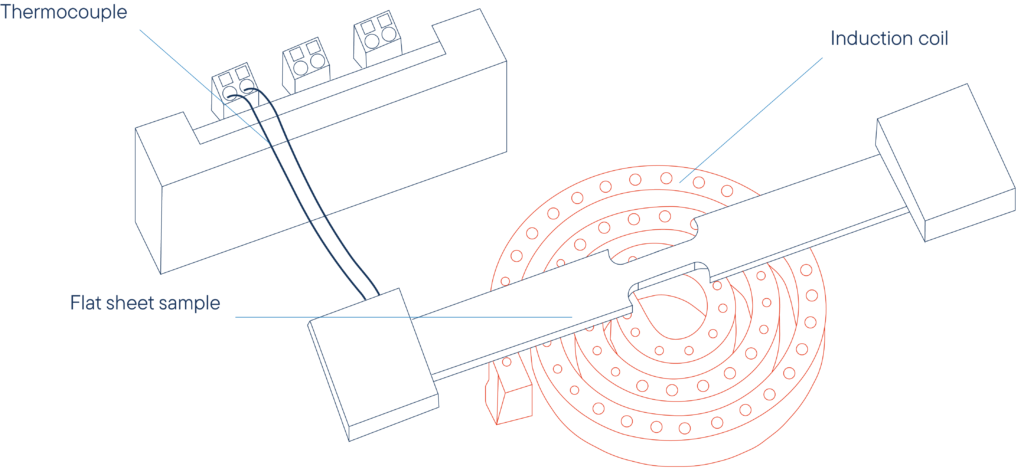
- Spawarka termoparowa (opcjonalny tryb gazu obojętnego)
- Dodatek kriogeniczny (-150 °C w trybie hartowania)
- Opcja plamki laserowej do dwuwymiarowego pomiaru odkształcenia
- -150 °C w trybie hartowania, -50 °C w trybie rozciągania i odkształcania

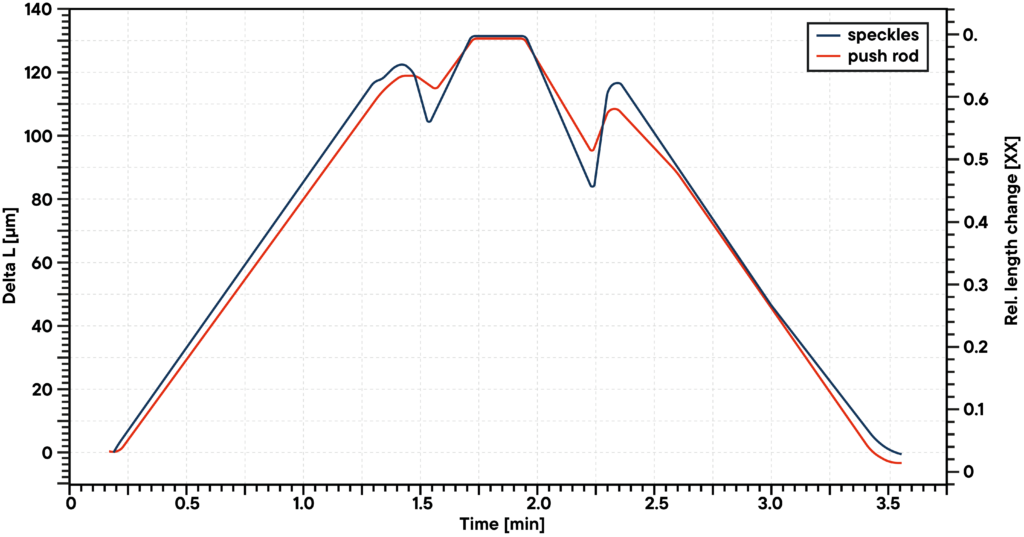
- Optyczny czujnik przemieszczenia/optyczny tensometr
- Kamera obserwuje wzory plamek generowane przez lasery
- Obrazy z kamery są analizowane po pomiarze
- Rozmiar i położenie obszarów są definiowane przez użytkownika
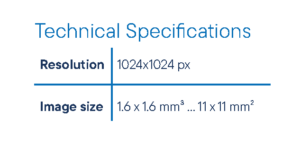
- Rozdzielczość do 2 megapikseli
- Określenie anizotropii
- Nie są wymagane żadne oznaczenia na próbce
- Matryca punktowa 2D dla wybieranych obszarów
- Pomiar bezpośrednio na powierzchni próbki (nie jest wymagana krawędź)
- Możliwy pomiar dwuwymiarowy
- Mały zakres pomiarowy → mały gradient temperatury
- Pomiar długości możliwy bardzo blisko termopary
- Stosunkowo mała szczelina wymagana w cewce