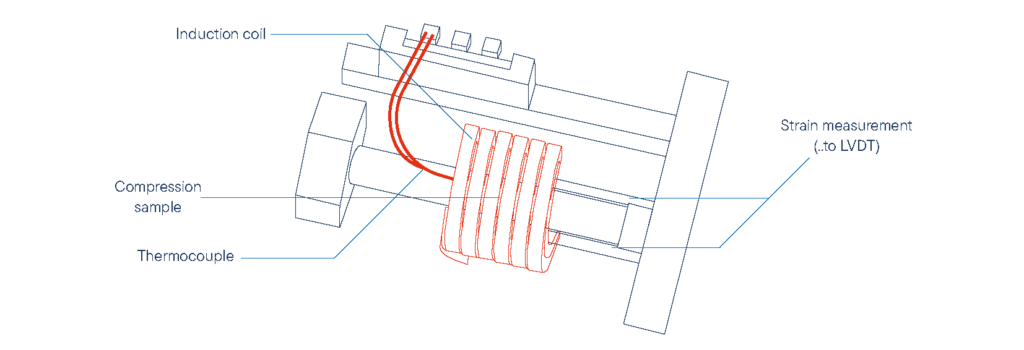
抑止力モード:
- 非常に弱い力
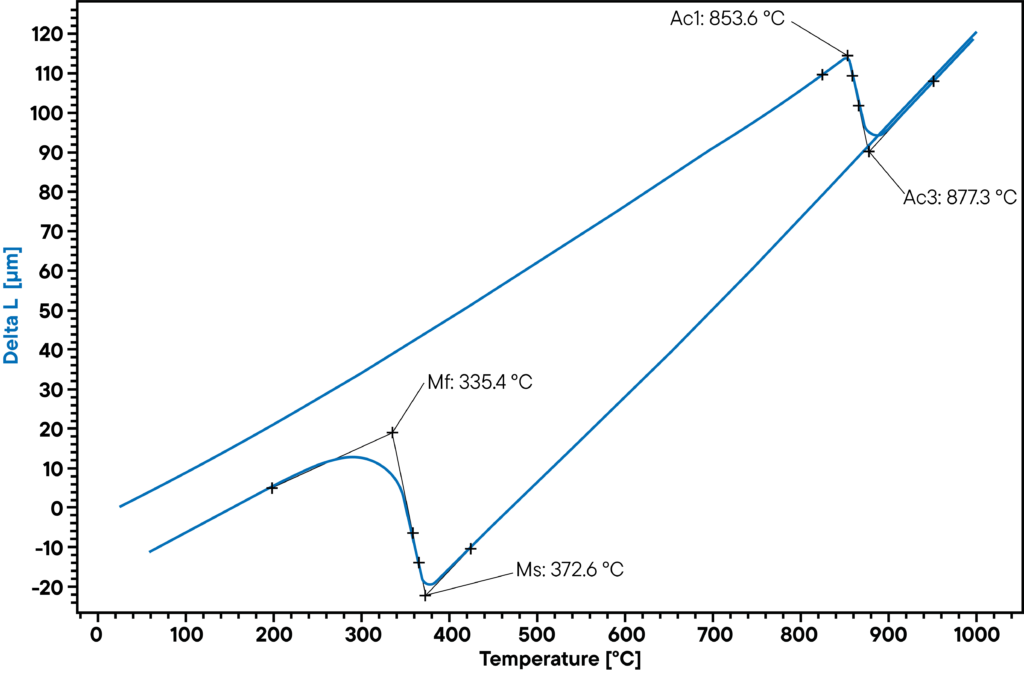
- CTE – 熱膨張係数
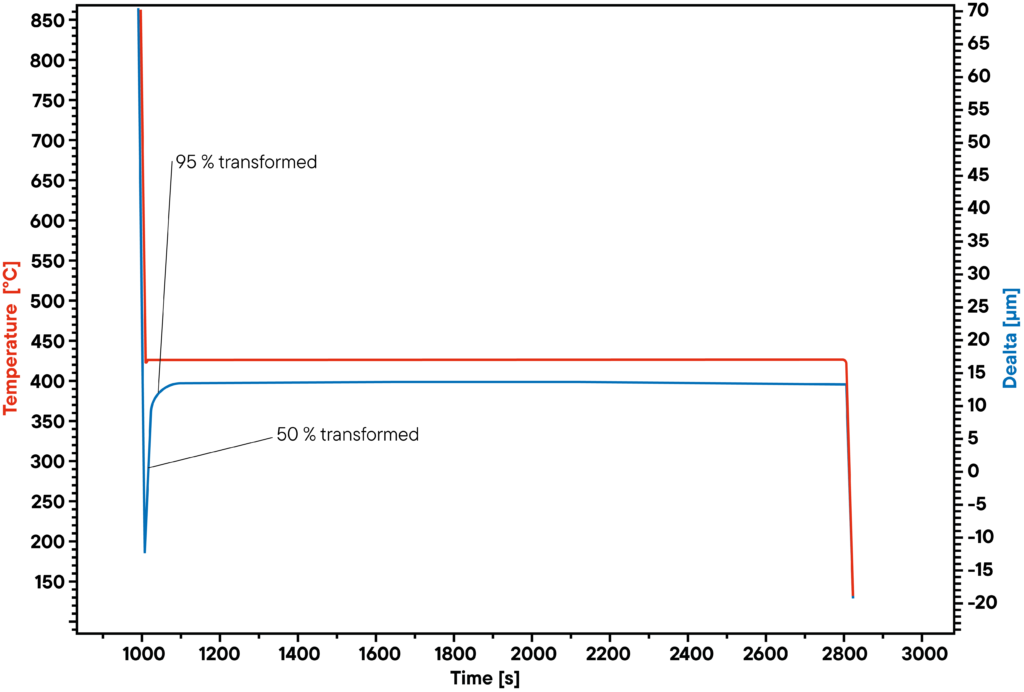
- TTTダイアグラムの作成
- 異なる冷却速度における相変化の測定
- 最大冷却: 4000 °C/s(中空サンプルと達成可能な最大冷却速度
- 低温用オプション (Tmin= -150 °C)
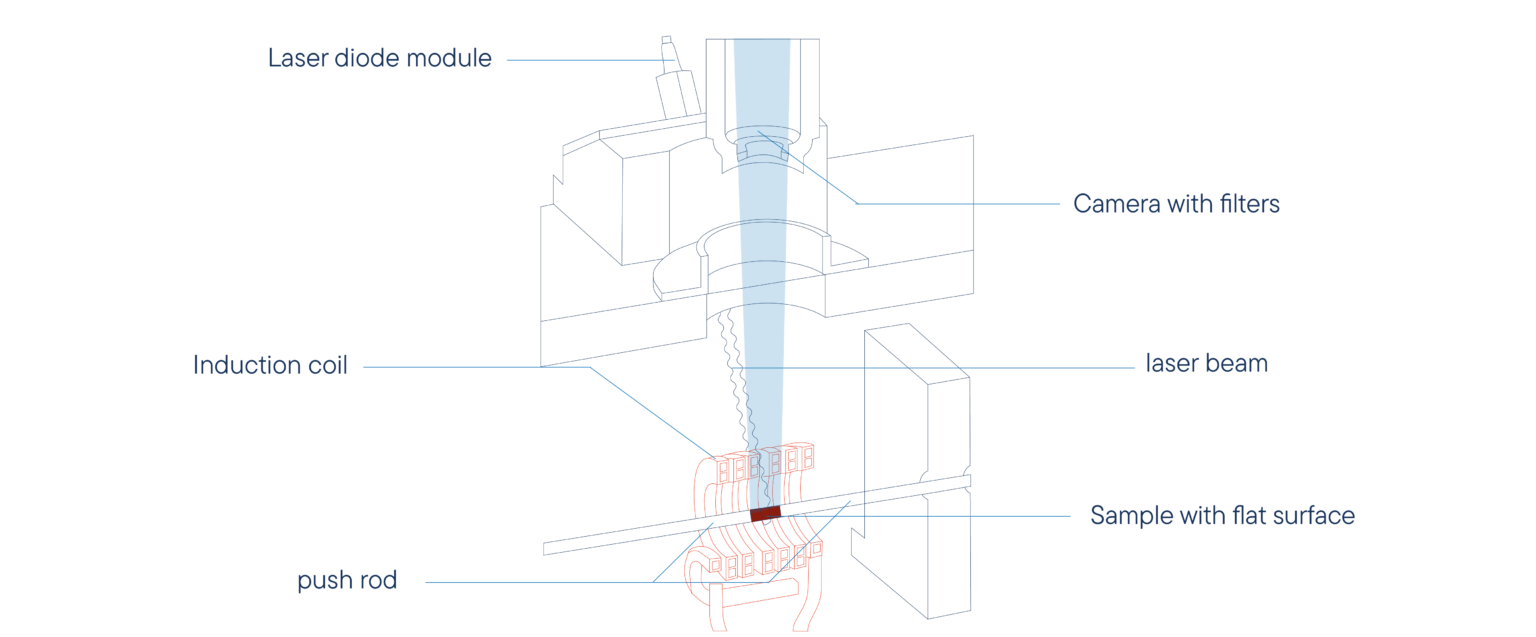
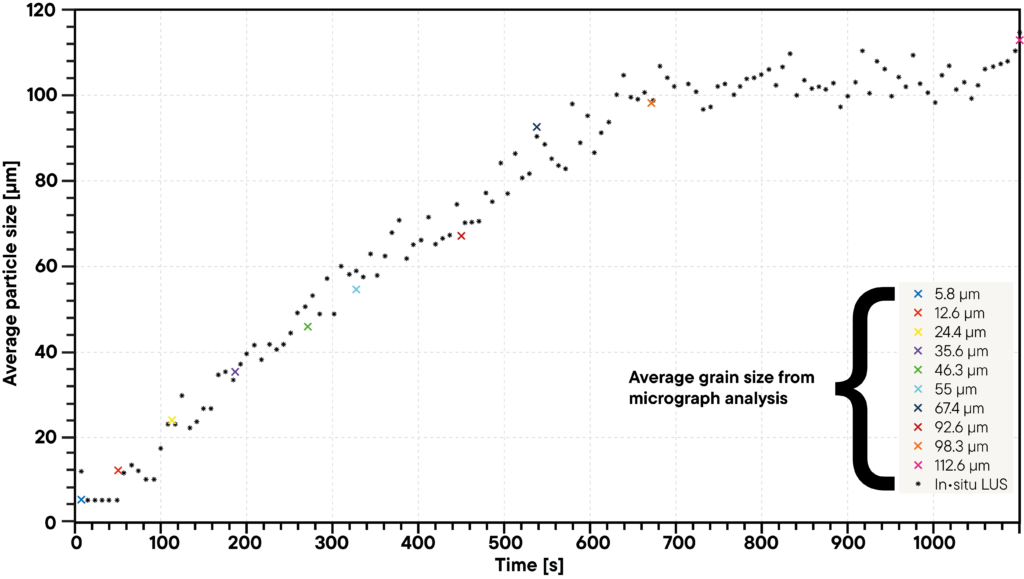
- 膨張のオプションレーザースペックル測定(特許番号 DE 10 2017 216 714.9)
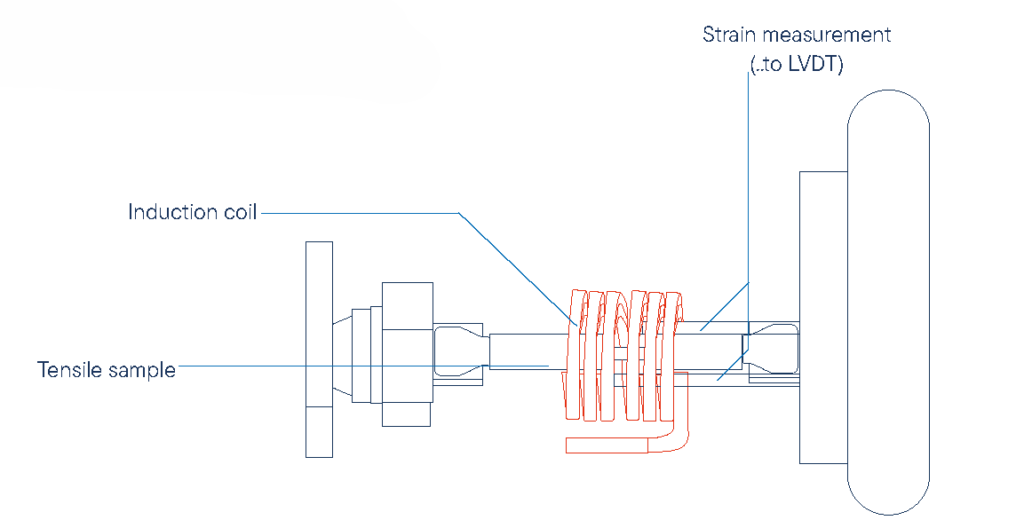
急冷モード用アクセサリー:
- 各種ターボ分子ポンプ(標準および高流量)
- 熱電対溶接機(オプションの不活性ガスモード)
- 極低温アドオン (-150 °C 急冷モード)
- 二次元ひずみ測定用レーザースペックルオプション
- 焼入れモードでは-150 °C、引張・変形モードでは-50 °C

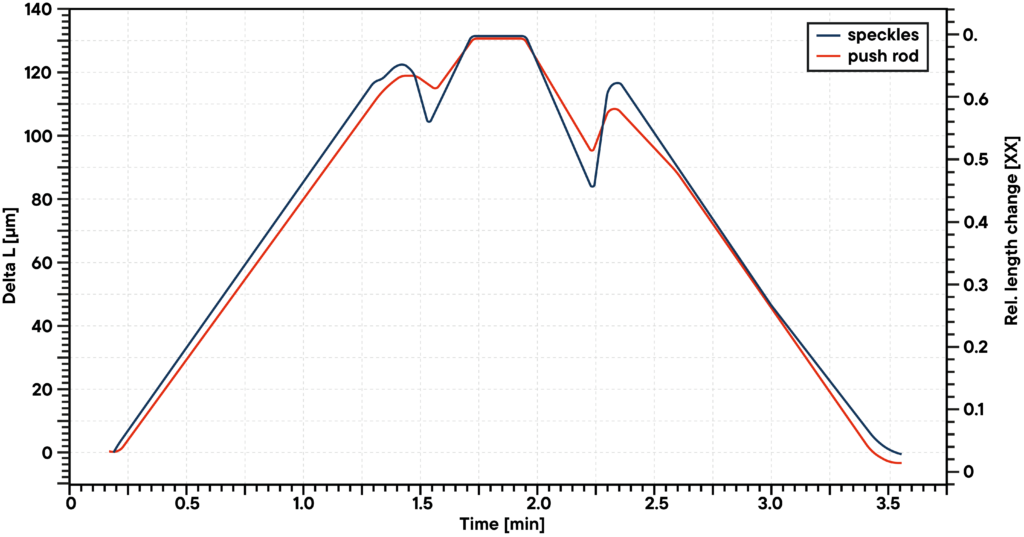
- 光学式変位センサー/光学式ひずみゲージ
- レーザーから発生するスペックルパターンを観察するカメラ
- カメラ画像は測定後に分析される
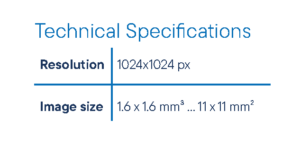
- エリアのサイズと位置はユーザー定義可能
- 最大2メガピクセルの解像度
- 異方性の決定
- サンプルへのマーキングは不要
- 2Dドットマトリックス
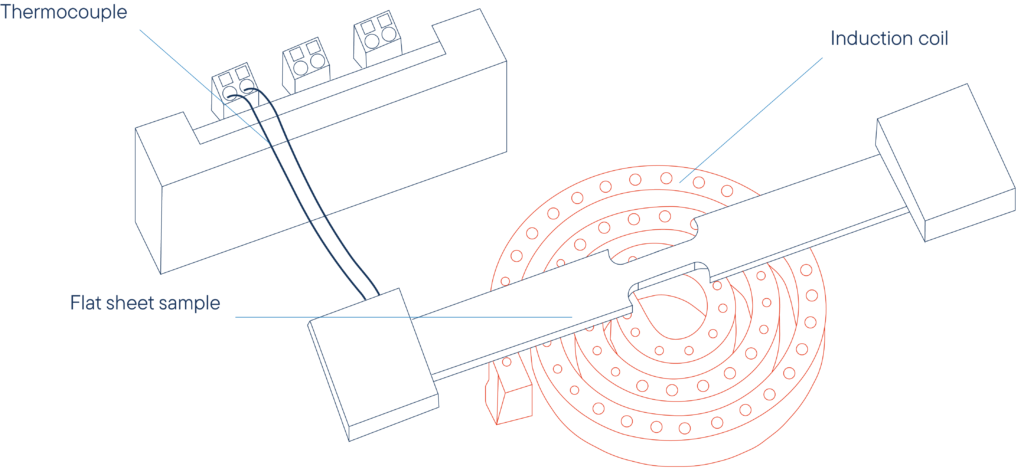
- サンプル表面で直接測定(エッジ不要)
- 2次元測定が可能
- 測定範囲が小さい→温度勾配が小さい
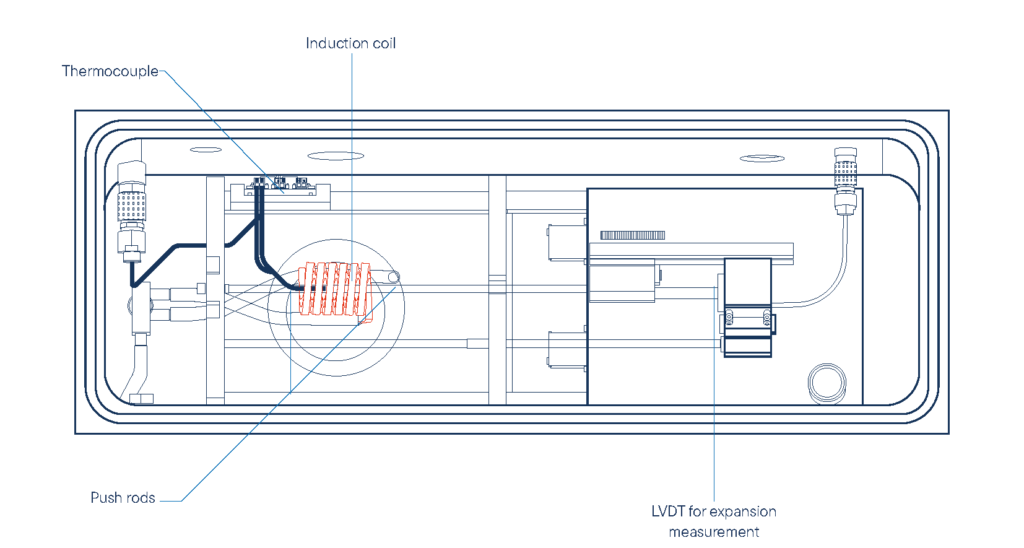
- 熱電対のごく近くで長さ測定が可能
- コイルに必要なギャップが比較的小さい