Sintering of materials

During sintering, powdered ceramic or metallic materials are formed into a desired shape called a green body. The low density green body is heated in a process called sintering to remove the porosity and densify the material. Sintering occurs below the melting point of the material using naturally occuring solid state diffusion processes.
These diffusion processes bond the individual powder particles together to form a dense polycrystaline material of high strength. Clay, pottery, and brick have been sintered in this way sintering for thousands of years. Today this process has evolved into many more applications including ceramic/porcelain, glass, and metals.
Modern methods of powder shape forming include isostatic pressing, slipcasting, extruding, and tapecasting. Most recently, 3D printing rapid manufacturing methods have been developed for making green bodies of ceramics and metals. The green body is then heated through a sintering process. Residual organic binders are burned off of the material at lower temperature. Green body powder starts to diffusion bond at points of particle-to-particle contact at higher temperatures. The contact area increases and pulls the particle centers together as diffusion bonding continues. This process reduces the material porosity and increases the density.
Fundamentally, sintering processes are controlled by thermally activated solid state diffusion mechanisms. These mechanisms can be quantified by developing sintering models using a Linseis push rod dilatometers.
Understanding the mechanisms can be used to improve the sintering process and microstructural development of the material. Liquid phase sintering can be used to greatly lower the sintering temperature of a material. A trace amount of a sintering aid can be added to a material to form a transient liquid phase at the particle contact surfaces in special applications.
Viscous sintering is used to remove much of the porosity instead of a more traditional solid state diffusion mechanism. Phase diagrams showing melting points of material compositions are used to identify sintering aid opportunties for a given material. Rate Controlled Sintering (RCS) might have advantages for other applications.
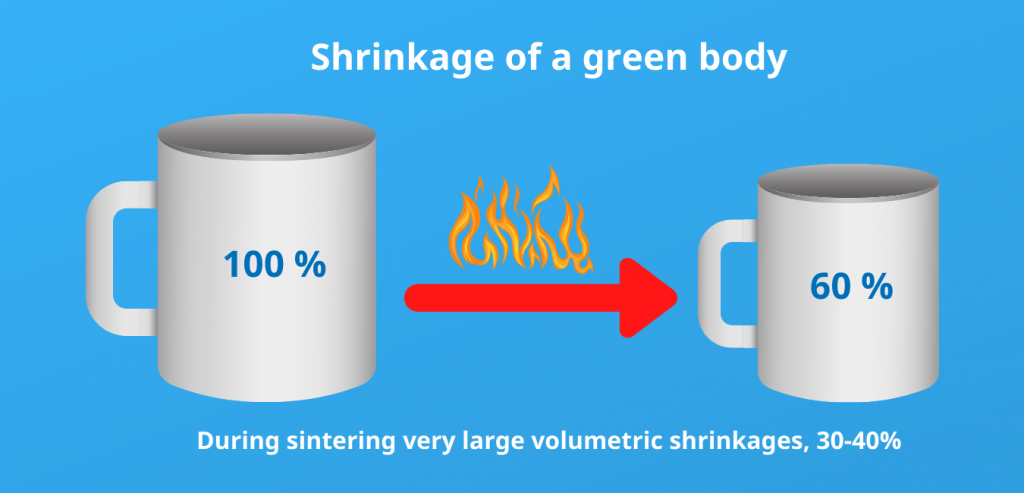
During sintering very large volumetric shrinkages, 30-40%, can be expected as a material sinters from low density to high density. The volumetric change is accompanied by very large axial shrinkages, as high as 20-25%.
Linseis push rod dilatometers are used to quantify the sintering shrinkage to understand how much larger a green body would have to be formed to achieve the desired post sintered dimension and density. A second material, in some cases, can be blended into the powder that undergoes a high volume phase transformation during sintering to reduce the net shrinkage of the whole part.
It was this application that inspired Dr. Max Linseis to invent the first push rod dilatometer to support the porcelain industry in the 1950‘s.
Managing sintering shrinkage is still important today particularly for rapid manufactured parts. Linseis push rod dilatometers are also used to measure the rates of sintering for materials at constant heating rates to optimize sintering schedules and save cost in production.
Linseis Optical dilatometers can be used to help shrinkage match co-fired composite materials to avoid warping or cracking of the part. Making co-fired composites can be very challanging since both materials might have different sintering rates and sintering temperatures. Particle size influences the sintering rate and the grain size of the fully sintered body. Smaller size powders will have a higher sintering driving force accompanied with lower sintering temperature and higher sintering rates. Likewise, smaller particle size will generally yield a smaller grain size sintered part.
Shrinkage matching strategies include changing green density, particle size optimization, and / or introducing pore former to the materials. Regardless of the sintering application mantaining powder size and surface area consistency is important for sintering and microstuctual consistency of any part.
Linseis pushrod dilatometers can be used to sinter materials using various types of atmospheres to optimize sintering conditions for ceramic and metals.
Sintering of ceramics and metals require different atmospheres during the process. Ceramic oxides can be sintered in oxygen containing atmospheres like air, whereas metals require oxygen free atmospheres. Vacuum furnaces are used for some metal materials and reducing atmospheres containing hydrogen for others. Hydrogen is used to remove / reduce the thin metal oxide layer that is on the particles that would otherwise interfere with the diffusion prosesses needed for sintering.